英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
مرحبا بكم في هونغجيا
قطع المعادن باستخدام الحاسب الآلي الشركة المصنعة المتخصصة
مرحبا بكم في هونغجيا
مرحبا بكم في هونغجيا
مرحبا بكم في هونغجيا
مرحبا بكم في هونغجيا
مرحبا بكم في هونغجيا

بدأت شركة هونغجيا لتكنلوجيا CNC المحدودة بنينغبو في عام 2006 وتأسست في عام 2018. تقع في منطقة تشيانوان الجديدة، مدينة نينغبو، مقاطعة تشجيانغ، الجناح الجنوبي لمنطقة دلتا نهر اليانغتسي الاقتصادية في الصين. وهي مؤسسة متخصصة في البحث والتطوير والإنتاج والمبيعات فيما يتعلق بمعدات قطع المعادن التي تستخدم الغاز المضغوط. مع قوة تقنية قوية وخبرة غنية في الصناعة، تلتزم شركة هونغجيا CNC بتوفير حلول CNC متقدمة للعملاء باستخدام تقنية الكمبيوتر لتلبية احتياجات العملاء في مختلف الصناعات.
تجربة الصناعة
الناتج السنوي
عملاء
قم بتخصيص التكوين وفقًا لمتطلبات منتج العميل.
خذ متطلبات منتج العميل كمعايير القبول للتأكد من عدم قلق العملاء بشأن شراء الآلات.
أداء عالي التكلفة، وتوفير التكاليف للعملاء.
يمكن للتكنولوجيا الاحترافية حل مشكلة نقاط الألم للعملاء، بحيث يمكن للعملاء القلق والاطمئنان.




ما هي المخرطة العمودية المستخدمة؟ الجواب المباشر A مخرطة عمودية هي أداة آلية تستخدم في المقام الأول ل الخراطة والتجويف والحفر والطحن والتنصت على قطع العمل ذات القطر الكبير أو الثقيل أو القصير سيكون من غير العملي تركيبها وتصنيعها على مخرطة أفقية تقليدية. يتم توجيه محور المغزل عموديًا بحيث يتم وضع قطعة العمل ووجهها للأعلى على طاولة عمل أفقية دوارة، ويتم تثبيتها في مكانها بواسطة الجاذبية وظرف الظرف بدلاً من الاعتماد على دعم غراب الذيل. يجعل هذا التكوين المخارط العمودية الحل المفضل في صناعات مثل الطيران والطاقة والآلات الثقيلة والسيارات وبناء السفن - في أي مكان تحتاج فيه الشفاه الكبيرة أو الحلقات أو المحاور أو فراغات التروس أو أغلفة المضخات أو أقراص التوربينات إلى تشكيلها بدقة عالية من الاستدارة والتسطيح. باختصار: إذا كان الجزء عريضاً وثقيلاً وقصيراً بالنسبة لقطره، أ مخرطة عمودية هو دائمًا تقريبًا الجهاز المناسب لهذه المهمة. العمليات الأساسية التي تقوم بها المخرطة العمودية المخارط العمودية CNC الحديثة عبارة عن منصات متعددة الوظائف قادرة على إكمال العديد من العمليات في إعداد واحد، مما يقلل من أخطاء إعادة التموضع ويوفر وقت الدورة. العمليات الأساسية تشمل: تحول ومواجهة تقوم طاولة العمل بتدوير قطعة العمل بينما تقوم أداة القطع المثبتة على السكة المتقاطعة أو الرأس الجانبي بتتبع الكفاف. يمكن تحويل الأقطار الخارجية والداخلية، والتناقص التدريجي، وأسطح الوجه إلى تفاوتات مشددة. نظرًا لأن وزن قطعة العمل مدعوم بالكامل بواسطة الطاولة الدوارة بدلاً من أنف المغزل وغراب الذيل، يتم التخلص فعليًا من الجريان والترهل حتى في قطع العمل التي تزن عدة أطنان . ممل يتم تصنيع التجاويف الداخلية الكبيرة — الشائعة في أغطية المضخات، وأجسام الأسطوانات الهيدروليكية، وأغطية المحامل — باستخدام قضيب تجويف مثبت على الكبش العمودي. يحافظ الاتجاه الرأسي على سقوط الرقائق وسائل التبريد بعيدًا عن منطقة القطع، مما يحسن عمر الأداة وتشطيب السطح مقارنة بالتجويف الأفقي لنفس الميزة. الحفر والتنصت يمكن إضافة دوائر ثقب المسامير، والميزات الملولبة، والثقوب المحورية في نفس الإعداد باستخدام رؤوس الأدوات المدفوعة على مخارط CNC العمودية المجهزة بأدوات حية. وهذا يلغي الحاجة إلى نقل قطعة العمل الثقيلة إلى مركز تصنيع منفصل، مما يقلل بشكل كبير من إجمالي وقت الإنتاج. الطحن والكنتوري CNC مخرطة عموديةs بفضل التحكم الكامل متعدد المحاور وقدرة الطحن، يمكن تشغيل المفاتيح والجيوب والمقاطع السطحية المعقدة. على سبيل المثال، تم تصميم المخارط العمودية CNC التي يتم التحكم فيها بواسطة SYNTEC والتي تقدمها شركة Hongjia CNC، للتعامل مع الخراطة، والحفر، والتجويف، والطحن، والنقر داخل غلاف آلة واحد، مما يجعلها مراكز إنتاج متعددة الاستخدامات للأجزاء الكبيرة المعقدة. لماذا يهم التوجه العمودي: المزايا التقنية إن قرار توجيه محور المغزل عموديًا بدلاً من الأفقي ليس مجرد مسألة تقليد - فهو يوفر فوائد هندسية قابلة للقياس لأشكال هندسية محددة لقطع العمل. الاستقرار بمساعدة الجاذبية عندما يتم تركيب قطعة العمل على طاولة عمل أفقية، فإن وزنها يضغط للأسفل على سطح الطاولة، مما يوفر ثباتًا طبيعيًا دون الحاجة إلى قوة تثبيت محورية ثقيلة. على النقيض من ذلك، يجب على المخرطة الأفقية أن تتصدى لتراجع قطع العمل من خلال دعامة غراب الذيل وقوة تثبيت ظرف الظرف وحدها - وهي القوى التي يمكن أن تشوه الأجزاء ذات الجدران الرقيقة أو ذات القطر الكبير. يعمل التخطيط الرأسي على محاذاة مركز ثقل قطعة العمل مع محور المغزل، مما يقلل من الاهتزاز أثناء الدوران ويحسن الاستدارة واستواء الوجه النهائي للأجزاء ذات القطر الكبير. راحة فائقة في التثبيت يقوم المشغلون بتركيب قطعة العمل من الأعلى بدلاً من النضال من أجل دعمها أفقيًا. بالنسبة للأجزاء التي تزن مئات أو آلاف الكيلوجرامات، فإن هذا يقلل بشكل كبير من وقت الإعداد وخطر التشوه الناتج عن التثبيت. يمكن إجراء ضبط الأداة والفحص أثناء العملية من جانب الماكينة أو أعلىها دون تغيير موضعها. إدارة الرقائق والمبردات تسقط الرقائق بشكل طبيعي إلى الأسفل تحت تأثير الجاذبية، بعيدًا عن منطقة القطع وفي ناقل الرقائق الموجود بالأسفل. يتم تصريف سائل التبريد بشكل نظيف. يساهم كلا العاملين في إطالة عمر الأداة، وتحسين تشطيب السطح، وتقليل وقت توقف الماكينة عن التنظيف - وهو اعتبار مهم في بيئات الإنتاج كبيرة الحجم. التعامل مع قطع العمل الثقيلة يمكن للمخارط العمودية معالجة قطع العمل الكبيرة والثقيلة بشكل موثوق والتي تتجاوز القدرة العملية للمخارط الأفقية. تمتص الطاولة الدوارة القوية وهيكل العمود الصلب للمخرطة العمودية للخدمة الشاقة قوى القطع دون الانحراف الذي قد يحدث عند تركيب الكابول نفس الكتلة في آلة أفقية. المخرطة العمودية مقابل المخرطة الأفقية: متى تختار أيهما؟ ينتج كلا النوعين من الماكينات مكونات مدارة، ولكن لكل منهما مجال متميز من الكفاءة. توضح المقارنة أدناه معايير الاختيار: الاختلافات الرئيسية بين المخارط العمودية والمخارط الأفقية حسب معايير التطبيق المعايير مخرطة عمودية مخرطة أفقية الشكل المثالي لقطعة العمل قطر كبير، طول محوري قصير (الأقراص، الشفاه، الحلقات) مهاوي طويلة ونحيلة، اسطوانات، خيوط وزن الشغل ثقيلة جدًا (مئات إلى آلاف الكيلوجرامات) خفيف إلى متوسط الوزن صعوبة المشبك سهل (الجاذبية تساعد على الجلوس) متوسطة إلى صعبة بالنسبة للأجزاء الثقيلة خطر انحراف المغزل منخفض جدًا يزيد مع وزن الجزء والقطر بصمة مساحة الأرضية مضغوط (يرتفع الارتفاع وليس للخارج) يتطلب طول الأرضية الأطول للأجزاء الطويلة الصناعات النموذجية الآلات الثقيلة والطاقة والفضاء والتعدين وبناء السفن السيارات، الآلات العامة، إنتاج الصمامات إدارة الرقاقة/المبرد ممتاز (الصرف بمساعدة الجاذبية) يتطلب أنظمة التبريد الموجهة الصناعات وقطع العمل النموذجية التي يتم تشكيلها على مخارط عمودية يوضح فهم نطاق التطبيقات سبب ضرورة المخارط العمودية في الصناعات الثقيلة. تعتمد عليها الصناعات التالية في عمليات الإنتاج الأساسية: الطاقة وتوليد الطاقة تعد أقراص الدوار التوربيني، والأجراس الطرفية للمولد، وضواغط الضاغط، وأغلفة المضخات الكبيرة من بين قطع العمل الأكثر تطلبًا في أي متجر للآلات. تجمع هذه الأجزاء بين أقطار كبيرة (غالبًا ما تتجاوز 1000 مم)، ووزن شديد، وتفاوتات صارمة في الاستدارة. أ مخرطة عمودية يوفر الطريقة العملية الوحيدة لتحقيق التسطيح المطلوب للوجه النهائي وتركيز التجويف في إعداد واحد. الفضاء والدفاع تتطلب مكونات معدات الهبوط، وأقراص مروحة المحرك النفاث، والإطارات الهيكلية، وأغطية المحامل الكبيرة تفاوتات هندسية صارمة على الميزات ذات القطر الكبير. يعد استقرار طاولة العمل للمخرطة العمودية أمرًا ضروريًا للحفاظ على الدقة الموضعية عبر القطر الكامل للجزء، حيث يترجم حتى الاهتزاز البسيط مباشرة إلى استدارة غير مسموح بها. التعدين والمعدات الثقيلة يتم تشكيل حلقات الكسارة، وبطانات المطاحن، وحزم السحب، وحلقات الدوران للحفارات، وأغطية علبة التروس الكبيرة بشكل روتيني على مخارط عمودية. غالبًا ما تكون هذه الأجزاء مصنوعة من الفولاذ المقسى أو عالي السبائك، مما يتطلب الصلابة والقوة التي لا يمكن توفيرها إلا لهيكل مخرطة عمودية للخدمة الشاقة. بناء السفن والهندسة البحرية محاور المروحة، ومخزونات الدفة، وأعمدة المروحة (الأطراف ذات الحواف)، وأجسام الصمامات الكبيرة هي قطع عمل مخرطة عمودية شائعة في التصنيع البحري. أقطار قطع العمل في هذا القطاع تتجاوز في كثير من الأحيان 2000 مم، مما يجعلها تتجاوز قدرة التأرجح لأي مخرطة أفقية. السيارات والسكك الحديدية يتم تصنيع أسطوانات المكابح، ومحاور العجلات، وتجميعات دولاب الموازنة، والحوامل التفاضلية الكبيرة بكميات كبيرة على مخارط عمودية CNC. يتيح نظام CNC دورات تصنيع آلية ومتكررة تقلل من التدخل اليدوي وتحافظ على جودة ثابتة عبر عمليات الإنتاج المجمعة. المخرطة العمودية CNC مقابل المخرطة العمودية اليدوية: كيف تغير تكنولوجيا التحكم النتيجة تعتمد المخارط العمودية اليدوية التقليدية على المشغل لوضع السكة المتقاطعة والرأس الجانبي والمكبس يدويًا باستخدام العجلات اليدوية والموازين المتدرجة. على الرغم من أنها لا تزال متاحة لبعض الإصلاحات والتطبيقات لمرة واحدة، فقد تم استبدال الآلات اليدوية إلى حد كبير في بيئات الإنتاج بمخارط CNC العمودية التي توفر مزايا قابلة للقياس: التكرار الأبعاد: يحقق تحديد موضع CNC عبر البراغي الكروية ومحركات المؤازرة دقة متسقة في تحديد موضع المحور عبر كل دورة، مما يزيل التباين من مشغل إلى مشغل المتأصل في التشغيل اليدوي. المعالجة الكنتورية المعقدة: يسمح الاستيفاء المتزامن ثنائي المحور لـ CNC بقطع التجاويف المدببة ونصف القطر والأسطح الجانبية التي تتطلب إعدادات يدوية متعددة وتغذية يدوية ماهرة للتقريب. تقليل وقت الدورة: تعمل التغذية والسرعات المبرمجة بشكل متسق عند القيم المثلى طوال عملية القطع. غالبًا ما تعمل المخارط اليدوية بشكل متحفظ للسماح للمشغل بالتفاعل مع الظروف المتغيرة. إدارة الأدوات الآلية: تسمح الأبراج متعددة المحطات أو مبدلات الأدوات الأوتوماتيكية على المخارط العمودية CNC بإكمال العديد من العمليات دون تغيير الأدوات اليدوية، مما يقلل وقت الخمول بشكل كبير. تكامل القياس أثناء العملية: يمكن للمخارط العمودية CNC الحديثة أن تشتمل على دورات فحص تقيس قطعة العمل أثناء عملية القطع وتقوم تلقائيًا بضبط إزاحات الأداة للتعويض عن تآكل الأداة أو الانجراف الحراري. المواصفات الأساسية التي يجب تقييمها عند اختيار مخرطة عمودية يتطلب اختيار المخرطة العمودية المناسبة مطابقة مواصفات الماكينة مع النطاق الفعلي لقطع العمل التي ستقوم بمعالجتها. المعلمات التالية هي الأكثر أهمية: مواصفات المخرطة العمودية الحرجة وأهميتها العملية المواصفات ما الذي يحدده الآثار العملية قطر المنضدة الحد الأقصى لقطر جلوس قطعة العمل يجب أن يكون مساويًا أو أكبر من قطر قاعدة قطعة العمل الحد الأقصى للتأرجح (قطر الدوران) أكبر قطر يمكن قلبه يحدد غلاف سعة الماكينة لتحويل OD الحد الأقصى لارتفاع قطعة العمل أطول جزء يمكن أن تستوعبه الماكينة أسفل السكة المتقاطعة ضروري للأسطوانة الطويلة أو قطع العمل الحمولة القصوى أثقل قطعة عمل يمكن للطاولة تدويرها بأمان يؤدي التحميل الزائد إلى تآكل محامل الطاولة وفقدان الدقة نطاق سرعة المغزل سرعات القطع المتاحة لمختلف الأقطار والمواد هناك حاجة إلى مجموعة واسعة للتعامل مع كل من التخشين والتشطيب على مواد مختلفة نظام التحكم CNC القدرة على البرمجة، وعدد المحاور، وواجهة المستخدم يؤثر على سهولة البرمجة، وإمكانية تحقيق تعقيد الأجزاء، والتكامل مع برنامج CAM سعة خزان سائل التبريد حجم سائل التبريد المتاح للقطع المستمر تدعم السعة الأكبر (على سبيل المثال، 100 لتر) دورات القطع الثقيل الممتدة دون انقطاع ما الذي يجعل المخرطة العمودية CNC عالية الجودة: معايير المكونات يتم تحديد أداء وطول عمر المخرطة العمودية إلى حد كبير من خلال جودة مكوناتها الميكانيكية والتحكمية الأساسية. عند تقييم الآلات، انتبه جيدًا لما يلي: الأدلة الخطية والمسامير الكروية تعتبر الأدلة الخطية الدقيقة والمسامير الكروية التي يتم الحصول عليها من الشركات المصنعة القائمة في تايوان أو اليابان معيارًا للمخارط العمودية المستخدمة في بيئات الإنتاج. تحدد هذه المكونات دقة تحديد موضع المحور وقابلية التكرار ومقاومة رد الفعل العكسي. تحافظ الآلات المجهزة بأدلة خطية ومسامير كروية متميزة على مواصفات الدقة الخاصة بها على مدار عمر خدمة أطول ، مما يقلل من تكرار التعويض الهندسي وإعادة المعايرة. محرك المغزل ونظام القيادة يعد المحرك المغزلي المؤازر ذو عزم الدوران العالي ونطاق السرعة الواسع أمرًا ضروريًا للمخرطة العمودية التي يجب أن تتعامل مع كل من عمليات القطع الخشنة الثقيلة عند عدد دورات منخفض في الدقيقة وتمرير التشطيب الخفيف بسرعات أعلى. يجب أن يوفر نظام القيادة عزم دوران ثابتًا عبر نطاق السرعة الكامل دون التعثر أو التذبذب الذي قد يؤدي إلى تدهور تشطيب السطح. تحكم CNC وحدة التحكم هي ذكاء الآلة. تدعم وحدات التحكم CNC المتقدمة برمجة المحادثة لدورات الدوران الشائعة، وبرمجة G-code الكاملة لملفات التعريف المعقدة، والتغذية في الوقت الفعلي وتجاوز السرعة، والتكامل مع أنظمة الفحص والقياس أثناء العملية. توفر وحدات التحكم من متخصصي CNC التايوانيين - مثل SYNTEC SYTEC/7TA-E المستخدمة في سلسلة المخارط العمودية لشركة Hongjia CNC - مزيجًا مثبتًا من الموثوقية والوظائف والواجهة سهلة التشغيل لاستخدام الإنتاج الصناعي. الصلابة الهيكلية يجب أن يكون صب العمود والسكك المتقاطعة ومنضدة العمل جامدًا بدرجة كافية لمقاومة الانحراف تحت الوزن المشترك لقطعة العمل والقوى المتولدة أثناء القطع الثقيل. تعد أنماط التضليع المحسنة للعناصر المحدودة في البناء من الحديد الزهر أو الفولاذ الملحوم شائعة في الآلات عالية الجودة. تحدد الصلابة بشكل مباشر عمق القطع الذي يمكن تحقيقه والتشطيب السطحي المنتج بمعدل تغذية معين. ناقل الرقائق ونظام التبريد الإزالة الفعالة للرقاقة تمنع إعادة قطع الرقاقة، مما يؤدي إلى إتلاف كل من سطح قطعة العمل وأداة القطع. يحافظ ناقل الرقاقة المدمج وخزان سائل التبريد ذو الحجم المناسب - سعة 100 لتر نموذجية في تكوينات المخرطة العمودية لشركة Hongjia CNC - على ظروف القطع النظيفة طوال عمليات الإنتاج الممتدة. تطبيقات المخرطة العمودية عبر أحجام الإنتاج تخدم المخارط العمودية كلا من الإنتاج لمرة واحدة في ورشة العمل وتصنيع الدفعات كبيرة الحجم، مع كون نظام CNC هو التمكين الرئيسي للعمل الجماعي الفعال. لمرة واحدة وإصلاح الآلات في ورش الإصلاح ومحلات العمل، يتم استخدام المخارط العمودية لاستعادة الأسطح البالية على المكونات الصناعية الكبيرة - تجديد أختام دافعة المضخة، أو إعادة طحن تجاويف التروس الفارغة، أو تجديد أجسام الصمامات الكبيرة. تستوعب طاولة العمل الواسعة مجموعة متنوعة من الأشكال الهندسية للأجزاء دون الحاجة إلى تركيبات خاصة، مما يجعل الماكينة منتجة حتى عند معالجة المكونات الفريدة أو غير المنتظمة. إنتاج دفعة صغيرة بالنسبة للدفعات الصغيرة المكونة من 5 إلى 50 جزءًا، توفر المخرطة العمودية CNC المبرمجة باستخدام برنامج الأجزاء القياسي جودة متسقة بتكلفة أقل بكثير لكل جزء من التشغيل اليدوي. يتيح نظام CNC التشغيل الآلي، مما يقلل من التدخل اليدوي ويتجنب الأخطاء التراكمية التي تنشأ عندما يتعين على المشغلين إعادة إنشاء كل قطع يدويًا. إنتاج دفعة كبيرة الحجم في تصنيع مكونات السيارات والسكك الحديدية، تعمل المخارط العمودية CNC دون مراقبة إلى حد كبير لنوبات عمل ممتدة، وتتنقل عبر برامج الأجزاء بشكل متكرر. تسمح مبدلات الأدوات التلقائية والفحص أثناء العملية للماكينة بالتعويض الذاتي عن تآكل الأداة، مع الحفاظ على اتساق الأبعاد عبر مئات الأجزاء دون تدخل المشغل بما يتجاوز فحوصات الجودة الدورية. سلسلة المخرطة العمودية Hongjia CNC: مصممة خصيصًا للتصنيع الدقيق للخدمة الشاقة Ningbo Hongjia CNC Technology Co., Ltd. هي شركة ذات تقنية عالية تقع في منطقة Qianwan الجديدة في Ningbo، مقاطعة Zhejiang، وهي مخصصة للبحث والتطوير والإنتاج والمبيعات لمعدات قطع المعادن CNC. منذ تأسيسها، ركزت شركة Hongjia CNC على الابتكار التكنولوجي واستجابة السوق، حيث قدمت ماكينات CNC فعالة ومستقرة وموثوقة للعملاء في جميع أنحاء العالم مع حلول مصممة خصيصًا لمتطلبات الإنتاج المحددة. لقد تم تصميم سلسلة المخارط العمودية Hongjia CNC لمعالجة النطاق الكامل لمتطلبات تصنيع الأجزاء الكبيرة. تشمل الميزات الهندسية الرئيسية ما يلي: القدرة على التشغيل المتعدد: يمكن تنفيذ عمليات الخراطة، والحفر، والتثقيب، والطحن، والنقر ضمن إعداد آلة واحدة، مما يمنع نقل قطع العمل بين الآلات ويقلل من تراكم أخطاء التثبيت. هيكل جامد بشكل استثنائي: تم تحسين البنية المصبوبة للخدمة الشاقة للعمود والقاعدة للحصول على قطع عالي الأداء وشديد التحمل مع دقة تصنيع متميزة يتم الحفاظ عليها تحت الحمل. مكونات الحركة المتميزة: تضمن الأدلة الخطية المتميزة والمسامير الكروية التي يتم الحصول عليها من تايوان أو اليابان دقة تحديد المواقع على المدى الطويل ومتطلبات الصيانة المنخفضة. التحكم باستخدام الحاسب الآلي سينتيك: توفر وحدة التحكم SYNTEC SYTEC/7TA-E مع محرك المغزل المؤازر SYNTEC تحكمًا موثوقًا ودقيقًا في المحور عبر دورات القطع المطلوبة، مدعومة بطريقة التحكم في الحلقة شبه المغلقة لتحقيق دقة مستقرة. ظرف هيدروليكي ثلاثي الفك: يقلل التثبيت بالطاقة من وقت الإعداد ويضمن قوة التثبيت المتسقة عبر جميع الأجزاء في دفعة الإنتاج. خزان تبريد قابل للإزالة سعة 100 لتر مع ناقل رقاقة: يحافظ نظام التبريد ذو السعة الكبيرة وناقل الرقائق المدمج على ظروف القطع النظيفة ويسمحان بدورات تشغيل ممتدة دون انقطاع. ضمان لمدة سنة ودعم كامل لما بعد البيع: توفر شركة Hongjia CNC خدمات استكشاف الأخطاء وإصلاحها والدعم الفني مدعومًا بخبرة صناعية واسعة النطاق، مع توفر توصيات النماذج المخصصة بناءً على رسومات قطع العمل المقدمة. سواء كان التطبيق عبارة عن مكون فضائي واحد أو سلسلة إنتاج طويلة لمحاور السيارات الكبيرة، فإن سلسلة المخارط العمودية الخاصة بـ Hongjia CNC توفر الصلابة الهيكلية، ودقة التحكم، ومرونة التشغيل المتعددة المطلوبة لتصنيع قطع العمل الكبيرة والثقيلة بثقة. section { margin-bottom: 40px; } h2 { font-size: 22px; font-weight: bold; text-align: left; margin-bottom: 15px; color: #0a2e5c; border-left: 5px solid #e65c00; padding-left: 14px; line-height: 1.4; } h3 { font-size: 16px; font-weight: bold; text-align: left; margin-bottom: 15px; color: #1a4a8a; } p { font-size: 16px; text-align: left; margin-bottom: 15px; line-height: 1.75; color: #2d2d2d; } ul, ol { margin-bottom: 15px; padding-left: 4px; } li { font-size: 16px; text-align: left; line-height: 1.7; color: #2d2d2d; } strong { color: #0a2e5c; } table { display: table; text-align: center; border-collapse: collapse; width: 100%; font-size: 16px; margin-bottom: 15px; } thead { display: table-header-group; background-color: #0a2e5c; color: #ffffff; } thead th { background-color: #0a2e5c; color: #ffffff; } tbody { display: table-row-group; } tbody tr:nth-child(odd) { background-color: #f0f4fa; } caption { caption-side: bottom; font-size: 16px; margin-bottom: 12px; font-style: italic; color: #808080; }
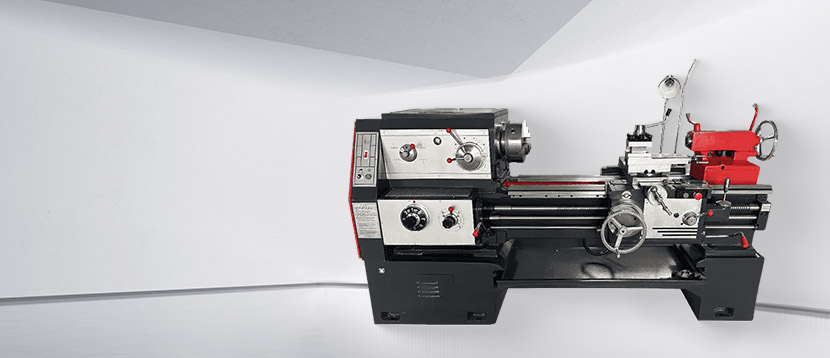
7 أنواع أساسية من أدوات الآلة هي المخارط، وآلات الحفر، وآلات الحفر، وآلات الطحن، وآلات التشكيل والتسوية، وآلات التطرق، وآلات الطحن. في ورش العمل العملية، تغطي هذه الأدوات الآلية العمليات الأساسية لقطع المعادن: تدوير قطعة العمل، وصنع الثقوب، وتوسيع الثقوب، وقطع الأسطح المسطحة أو المحددة، وتشكيل الملامح، وإنتاج أشكال داخلية أو خارجية، وتشطيب الأسطح. بالنسبة للمشترين الذين يقومون بمقارنة المعدات، فإن النقطة الأساسية ليست فقط معرفة أسماء الأنواع السبعة، ولكن أيضًا فهم العملية التي يدعمها كل جهاز. هذا هو السبب في أن سلسلة آلات الخراطة والطحن والحفر العادية مفيد في الأعمال المعدنية العامة: فهو يركز على احتياجات ورشة العمل الأكثر شيوعًا، وخاصة مهام الخراطة والطحن والحفر المستخدمة في تصنيع الآلات والإصلاح وأعمال القوالب ومعالجة المكونات. إجابة سريعة: ما هي الأنواع السبعة الأساسية للأدوات الآلية؟ يمكن فهم أنواع أدوات الآلة الأساسية السبعة من خلال عملية القطع التي تقوم بها. يتم استخدام بعضها في المعالجة الخام، بينما يتم استخدام البعض الآخر للتشطيب الدقيق أو التشكيلات الخاصة. مخارط لتحويل الأجزاء الأسطوانية. آلات الحفر لإنتاج الثقوب. آلات الحفر لتكبير وتحسين الثقوب الموجودة. آلات الطحن لقطع الأسطح المسطحة أو الزاوية أو ذات الأشكال. أدوات تشكيل وتسوية للقطع الخطي على الأسطح المسطحة. آلات التطرق للمقاطع الداخلية أو الخارجية. آلات طحن للتشطيب الدقيق للأسطح. إذا كان إنتاجك يشتمل بشكل أساسي على أعمدة وأكمام وألواح وأقواس وثقوب وفتحات وأجزاء آلية بسيطة، فعادةً ما تكون آلات الخراطة والطحن والحفر هي مجموعة المعدات الأولى التي يتم تقييمها. كيف تعمل كل أداة آلة أساسية ماكينات المخرطة تقوم المخرطة بإزالة المواد عن طريق تدوير قطعة العمل مقابل أداة القطع. يتم استخدامه بشكل شائع للأعمدة والبطانات والأكمام والأقراص والأجزاء الملولبة والمكونات الأسطوانية الأخرى. في ورشة العمل، غالبًا ما تكون المخرطة هي الخيار الأول عندما تكون قطعة العمل مستديرة أو تحتاج إلى قطر خارجي دقيق. آلات الحفر تقوم آلة الحفر بإنشاء ثقوب باستخدام لقمة حفر دوارة. يتم استخدامه على نطاق واسع لثقوب المسامير، وفتحات التثبيت، وتحديد موقع الثقوب، والثقوب من خلال الثقوب. تعتبر آلات الحفر الشعاعي مناسبة بشكل خاص لقطع العمل الكبيرة أو الثقيلة لأن ذراع الحفر يمكن أن يتحرك إلى مواقع مختلفة دون تغيير موضع الجزء بشكل متكرر. آلات مملة تعمل آلة الحفر على تحسين الثقب الموجود عن طريق توسيعه أو تصحيح محاذاته. تعتبر هذه العملية مهمة عندما يكون قطر الثقب أو استدارته أو دقة الموقع أكثر أهمية من مجرد صنع الثقب. آلات الطحن تستخدم آلة الطحن قواطع دوارة لإزالة المواد من قطعة العمل الثابتة أو المتحركة. يمكنه معالجة الأسطح المسطحة والأخاديد والخطوات والمفاتيح والأسطح الزاوية. غالبًا ما يتم استخدام آلات طحن طاولة الرفع العامة في الآلات العامة لأنها يمكن أن تدعم مجموعة واسعة من أشكال قطع العمل. المشكلون والمسويون يستخدم المشكلون والمسويون حركة القطع المستقيمة. إنها مناسبة لمعالجة الأسطح المسطحة، والفتحات، والأسطح التوجيهية، خاصة عندما يتطلب الأمر قطعًا خطيًا بسيطًا. آلات التطرق يستخدم التطرق أداة مسننة خاصة لقطع ملف تعريف في تمريرة واحدة يمكن التحكم فيها. غالبًا ما يتم استخدامه للمفاتيح والخطوط والأشكال الداخلية والتصنيع المتكرر للملفات الشخصية. آلات طحن تستخدم آلات الطحن عجلات كاشطة لتحقيق جودة السطح الدقيقة والتحكم الدقيق في الأبعاد. يتم اختيارها عادةً بعد الخراطة أو الطحن عندما تكون متطلبات الدقة أو التشطيب النهائي للسطح أعلى. مقارنة بين الأنواع السبعة الأساسية للأدوات الآلية مقارنة بين أنواع الأدوات الآلية الأساسية واستخداماتها الشائعة في الآلات. نوع أداة الآلة العملية الرئيسية قطع العمل النموذجية قيمة الورشة مخرطة تحول مهاوي والأكمام والأقراص ضروري للأجزاء المستديرة آلة الحفر صنع الثقب لوحات، إطارات، العلب معالجة سريعة وعملية للثقوب آلة مملة توسيع الثقب المساكن الكبيرة، تحمل المقاعد يحسن دقة الثقب آلة طحن قطع السطح والفتحة كتل، لوحات، قوالب مرنة لمختلف الأشكال المشكل والمسوي القطع الخطي الأسطح المسطحة، الدليلية مفيدة للتصنيع المسطح البسيط آلة التطرق قطع الملف الشخصي المفاتيح، الخطوط، الأشكال الداخلية فعالة لمحات المتكررة آلة طحن تشطيب دقيق مهاوي الدقة، والأسطح المسطحة يحسن النهاية والدقة حيث تناسب سلسلة آلات الخراطة والطحن والحفر العادية ان سلسلة آلات الخراطة والطحن والحفر العادية يرتبط ارتباطًا وثيقًا بثلاثة من أنواع الأدوات الآلية الأساسية الأكثر استخدامًا: المخارط، وآلات الطحن، وآلات الحفر. تُستخدم هذه الآلات بشكل شائع في ورش التصليح وورش التدريب والإنتاج بكميات صغيرة وغرف الأدوات ومصانع الآلات العامة. يعتبر هذا النوع من فئات المنتجات عمليًا لأن العديد من الأجزاء المعدنية تتطلب أكثر من عملية واحدة. على سبيل المثال، قد يحتاج العمود البسيط إلى تشغيل القطر الخارجي، والحفر في الوجه النهائي، وطحن مجرى المفتاح. قد تتطلب الدعامة طحن سطح تثبيت مسطح وحفر فتحات المسامير. يساعد اختيار الآلات من نفس سلسلة آلات الخراطة والطحن والحفر العادية المستخدمين على بناء إعداد تصنيع متوازن بدلاً من شراء المعدات بشكل عشوائي. بالنسبة للأجزاء الأسطوانية، اختر مخرطة عادية. بالنسبة للألواح والأخاديد والدرجات والأسطح المسطحة، اختر آلة طحن. لمعالجة الثقب على قطع العمل الكبيرة، اختر آلة الحفر الشعاعي. المنتجات النموذجية في فئة الأدوات الآلية هذه قد تشتمل سلسلة آلات الخراطة والطحن والحفر العادية على منتجات مثل المخارط العادية، وآلات الطحن ذات طاولة الرفع العامة، وآلات الحفر الشعاعي. تدعم هذه النماذج عمليات قطع المعادن الأساسية وهي مناسبة للمستخدمين الذين يحتاجون إلى معدات موثوقة لمهام التصنيع الشائعة. أمثلة على تطبيقات سلسلة آلات الخراطة والطحن والحفر العادية. نوع المنتج معالجة مناسبة الأجزاء النموذجية مخرطة عادية تحول, facing, threading مهاوي، بكرات، البطانات آلة الطحن العالمية طائرات الطحن، والأخاديد، والخطوات كتل، تركيبات، لوحات آلة الحفر الشعاعي الحفر، التوسيع، التنصت الإطارات، الشفاه، لوحات كبيرة كيفية اختيار أداة الآلة المناسبة لقطعة العمل الخاصة بك للاختيار بشكل صحيح، ابدأ بهندسة الجزء، وليس فقط اسم الآلة. يشير الجزء المستدير عادة إلى مخرطة، والجزء المسطح أو المحزز يشير عادة إلى آلة طحن، والجزء الذي يحتوي على العديد من الثقوب يشير إلى آلة الحفر. إذا كانت قطعة العمل تتطلب العديد من هذه العمليات، فخطط لمسار العملية قبل اختيار المعدات. التحقق من عملية المعالجة الرئيسية إذا تم قضاء أكثر من نصف وقت المعالجة على الأسطح المستديرة، فيجب أن تكون الأولوية للمخرطة. إذا كانت معظم العمليات تنطوي على أسطح مسطحة، أو فتحات، أو أسطح تركيب، تصبح قدرة الطحن أكثر أهمية. إذا كان المنتج عبارة عن لوحة كبيرة أو إطار به العديد من الثقوب، فيجب فحص مدى وصول الحفر وقدرة طاولة العمل أولاً. مطابقة حجم الآلة مع حجم قطعة العمل يجب أن يترك حجم الماكينة مساحة كافية للتثبيت الآمن، وتنقل الأدوات، ووصول المشغل. قد تؤدي قطعة العمل التي لا تكاد تتناسب مع الطاولة إلى تقليل الكفاءة لأن الإعداد والمحاذاة وإزالة الرقاقة تصبح أكثر صعوبة. فكر في العمل المستقبلي، وليس فقط الطلبات الحالية تعتبر الأداة الآلية أحد أصول الإنتاج طويلة الأجل. يجب على المشترين أن يأخذوا في الاعتبار ما إذا كانت الأجزاء المستقبلية قد تتطلب قطرًا أكبر للتأرجح، أو طول قاعدة أطول، أو مسافة طاولة أوسع، أو قدرة حفر أقوى. يمكن أن يؤدي اختيار سعة أكبر قليلاً من الحد الأدنى الحالي للمتطلبات إلى تحسين مرونة ورشة العمل. لماذا يهم هذا الموضوع المشترين ومديري الورش إن فهم الأنواع الأساسية السبعة للأدوات الآلية يساعد المشترين على تجنب المعدات غير المتطابقة. لا يمكن لآلة الطحن أن تحل محل المخرطة للتحول الأساسي. لا يمكن لآلة الحفر أن تحل محل آلة الطحن من أجل قطع الفتحات بدقة. تعتبر آلة التطرق فعالة للملفات المتكررة ولكنها قد لا تكون مناسبة لمهام ورشة العمل العامة. بالنسبة للعديد من المستخدمين، لا تزال نقطة البداية العملية هي الدوران والطحن والحفر. تظهر هذه العمليات في مجموعة واسعة من الأجزاء، بدءًا من مكونات الإصلاح البسيطة وحتى قواعد الآلات والأعمدة والأقواس والمبيتات. ولهذا السبب سلسلة آلات الخراطة والطحن والحفر العادية تظل فئة مهمة لورش العمل التي تحتاج إلى معدات تصنيع ذات أغراض عامة يمكن الاعتماد عليها. Hongjia CNC ومعدات قطع المعادن العامة تركز شركة Ningbo Hongjia CNC Technology Co., Ltd. على معدات القطع المعدنية CNC وتوفر حلول الأدوات الآلية لتلبية الاحتياجات الصناعية المختلفة. تشمل فئات منتجاتها سلسلة الخراطة والطحن الأفقية CNC، وسلسلة المخارط العمودية، وسلسلة مراكز الطحن، وسلسلة آلات الخراطة والطحن والحفر العادية. بالنسبة للمستخدمين الذين يقومون بتقييم معدات التصنيع العامة، توفر سلسلة آلات الخراطة والطحن والحفر العادية طريقة مباشرة لمقارنة الآلات المستخدمة في عمليات الورش اليومية. يكون الأمر ذا أهمية خاصة عندما يكون الهدف هو بناء خط تصنيع عملي لخراطة الأجزاء وأسطح الطحن وثقوب الحفر. التوصية النهائية 7 أنواع أساسية من machine tools explain the foundation of metal cutting, but the best purchase decision depends on the workpiece and process route. إذا كانت الأجزاء الخاصة بك تتطلب الخراطة والطحن والحفر بشكل أساسي، فابدأ بمراجعة سلسلة آلات الخراطة والطحن والحفر العادية وقم بمطابقة كل آلة مع العمليات التي تنفذها ورشتك في أغلب الأحيان. للحصول على إعداد متوازن، قم بدمج المعدات بناءً على متطلبات الأجزاء الحقيقية: مخرطة للمكونات المستديرة، وآلة طحن للأسطح والفتحات، وآلة حفر لمعالجة الثقب. يحافظ هذا الأسلوب على عملية الاختيار، ويقلل من الاستثمار غير الضروري، ويدعم الإنتاج اليومي الأكثر كفاءة. section { margin-bottom: 40px;}h2 { font-size: 22px; font-weight: bold; text-align: left; margin-bottom: 15px;}h3 { font-size: 16px; font-weight: bold; text-align: left; margin-bottom: 15px;}p { font-size: 16px; text-align: left; margin-bottom: 15px;}li { font-size: 16px; text-align: left; margin-bottom: 5px;}
إذا كنت تقرر بين طاحونة عمودية، أو طاحونة أفقية، أو طاحونة ذات 5 محاور، فإن الإجابة الأساسية هي: تحدد هندسة قطعة العمل وحجم الإنتاج ومتطلبات التسامح معًا أفضل منصة . تتعامل المطاحن العمودية مع معظم الآلات القياسية 2.5D بأقل تكلفة دخول؛ تتفوق المطاحن الأفقية في القطع بكميات كبيرة ومتعددة الأوجه مع إخلاء فائق للرقائق؛ وتعد المطاحن ذات 5 محاور ضرورية للهندسة الكنتورية المعقدة التي قد تتطلب خطوات متعددة لإعادة التموضع. بالنسبة للمنشآت التي تدمج أيضًا عمليات الخراطة، يجب فهم كيفية اقتران كل منصة طحن مع سلسلة الخراطة والطحن الأفقية باستخدام الحاسب الآلي أو أ سلسلة المخرطة العمودية تعد الماكينة أمرًا بالغ الأهمية لتحقيق الإنتاجية المثلى وجودة الأجزاء عبر أرضية المتجر. المطاحن العمودية: نقطة الدخول والعمود الفقري اليومي التصنيع العمودي تقوم المراكز (VMCs) بوضع المغزل بشكل عمودي على طاولة العمل - حيث تشير أداة القطع مباشرة إلى الأسفل عند قطعة العمل. تعد هذه الهندسة بديهية على الفور بالنسبة للمشغلين والمبرمجين على حد سواء، كما أنها تتوافق بشكل واضح مع الفئة الأكثر شيوعًا من المكونات الآلية: اللوحات المسطحة، والمبيتات، والأقواس، وأعمال القوالب القائمة على التجاويف التي يمكن الوصول إليها من وجه واحد. نقاط القوة الرئيسية للطحن العمودي انخفاض الاستثمار الرأسمالي الأولي مقارنة بالمنصات الأفقية أو ذات المحاور الخمسة، مما يجعلها في متناول ورش العمل وأقسام النماذج الأولية إمساك عمل مباشر للأجزاء المنشورية - المناشير، وألواح الزوايا، وأنظمة التركيب المعيارية كلها يتم تركيبها بشكل طبيعي على الطاولة الأفقية توجيه خط رؤية المشغل إلى منطقة القطع، مما يؤدي إلى تبسيط عملية التحقق من الإعداد وفحص الجزء الأول توافق واسع النطاق مع معالجات ما بعد CAM وكتالوجات الأدوات وبرامج تدريب المشغلين الموجودة بالفعل في معظم المتاجر حجم صغير بالنسبة إلى غلاف المعالجة الآلية، مما يؤدي إلى الاستخدام الفعال للمساحة الأرضية في المنشآت الأصغر حجمًا حيث تقصر المطاحن العمودية يخلق الاتجاه الرأسي تحديًا أساسيًا لإخلاء الرقاقة: حيث تعمل الجاذبية على سحب الرقائق إلى منطقة القطع بدلاً من الابتعاد عنها. في أعمال الألمنيوم أو الحديد الزهر ذات الجيوب العميقة، تعمل رقائق إعادة القطع على تسريع تآكل الأداة، وزيادة الحمل الحراري على المغزل، وتدهور تشطيب السطح. تعمل أنظمة التبريد ذات الضغط العالي على تخفيف ذلك، ولكنها تزيد من التكلفة والتعقيد. القيد الأعمق هو التغطية الهندسية. يصل VMC في تكوينه القياسي إلى وجه واحد فقط من قطعة العمل لكل إعداد. يجب إعادة تثبيت أي جزء يتطلب ميزات على وجهين أو أكثر، وإعادة الإشارة إليه، وإعادة فحصه بين العمليات. تؤدي كل عملية إعادة تموضع إلى حدوث خطأ محتمل في إزاحة مرجع الإسناد - في العمل شديد التسامح، يمكن أن يكون التأثير التراكمي لثلاثة أو أربعة إعدادات هو الفرق بين الجزء المطابق والجزء المرفوض. غالبًا ما تجد المتاجر التي تقوم بأعمال مختلطة التعقيد أن المطحنة العمودية هي الأكثر فعالية من حيث التكلفة بالنسبة لـ 60-70% من الأجزاء التي تحتاج حقًا إلى وجه واحد فقط، بينما تقوم بتوجيه الباقي إلى منصات أفقية أو متعددة المحاور. المطاحن الأفقية : مصمم للإنتاج بكميات كبيرة ومتعدد الأوجه المعالجة الأفقية تقوم المراكز (HMCs) بتوجيه المغزل بالتوازي مع الأرضية. يقترب القاطع من قطعة العمل من الجانب بدلاً من الأعلى، وهذا الاختلاف الهيكلي الفردي يفتح ميزتين إنتاجيتين أساسيتين: إخلاء الرقاقة الطبيعية والوصول متعدد الوجوه من خلال منصة نقالة دوارة أو نظام تثبيت شاهد القبر. ميزة إخلاء الشريحة نظرًا لسقوط الرقائق بعيدًا عن المغزل تحت تأثير الجاذبية في المعالجة الأفقية، فإنها تسقط بعيدًا عن منطقة القطع وتتجمع في ناقل الرقائق بقاعدة الماكينة دون إعادة تعشيق الأداة. ويترتب على ذلك أهمية خاصة في المواد التي يصعب فيها إدارة الرقائق: الحديد الزهر، والفولاذ المقسى، وسبائك التيتانيوم كلها تولد رقائق كاشطة تسبب تآكلًا سريعًا للجانب عند إعادة القطع. تظهر الدراسات عبر بيئات الإنتاج باستمرار أن إعادة قطع الرقاقة في العمليات الكبيرة يمكن أن تقلل من عمر الأداة بنسبة 20-40% ، وهي تكلفة تتضاعف بشكل مباشر في الإنفاق على الأدوات ووقت التوقف غير المخطط له عبر عمليات التشغيل كبيرة الحجم. تركيب شواهد القبور ومبدلات البليت يتيح المغزل الأفقي استخدام تركيبات شواهد القبور - منصات طويلة من الألومنيوم أو الصلب متعددة الجوانب تحمل قطع عمل متعددة في وقت واحد على وجوهها. يمكن أن يقدم شاهد قبر واحد ما بين ثمانية إلى ستة عشر جزءًا للمغزل في دورة واحدة، مع فهرسة المحور B الدوار من خلال كل جانب دون أي تدخل من المشغل. بالاشتراك مع مبدل المنصات الأوتوماتيكي (APC)، تتم معالجة منصة واحدة بينما يقوم المشغل بتحميل الفراغات الجديدة على المنصة الثانية - مما يلغي وقت عدم القطع الذي يمثل جزءًا كبيرًا من وقت دورة VMC في معظم بيئات الإنتاج. سير العمل هذا يجعل المطاحن الأفقية هي الاختيار القياسي للمعدات مكونات نقل الحركة في السيارات، والأجسام المتشعبة الهيدروليكية، والإطارات الهيكلية الفضائية، وأي جزء منشوري آخر يتطلب ميزات آلية من ثلاثة أو أربعة جوانب . إن الكميات السنوية التي تتراوح من 5.000 إلى 500.000 قطعة - عدد كبير جدًا بالنسبة لطرق VMC في متجر العمل، ولا يكفي لتبرير خطوط النقل المخصصة - هي المنطقة الطبيعية للطاحونة الأفقية. المقايضات التي يجب مراعاتها قبل تحديد مؤسسة حمد الطبية مساحة أكبر للآلة بسبب غلاف تغيير منصة التحميل - يجب أن يأخذ تخطيط مساحة الأرضية في الاعتبار وصول المشغل، وتوجيه ناقل الرقاقة، وإدارة سائل التبريد تكلفة رأس المال الأولية الأعلى، عادةً ما تكون 1.5-2.5× سعر VMC المكافئ للسفر، والتي يجب إطفاؤها عبر حجم كافٍ لتبرير الإنفاق تضيف هندسة تركيبات Tombstone مهلة ما قبل الإنتاج - يمكن أن يستغرق التثبيت المخصص لعائلة الأجزاء الجديدة من أسبوعين إلى أربعة أسابيع للتصميم والتصنيع والتأهيل يمكن أن يكون الوصول إلى المغزل لقطع العمل الطويلة جدًا أو غير المنتظمة أكثر تقييدًا مما هو عليه في VMC، حيث تنخفض الطاولة لاستيعاب الأجزاء الأطول المطاحن ذات 5 محاور: أقصى قدر من الحرية الهندسية مع الحد الأدنى من الإعدادات يضيف مركز المعالجة ذو 5 محاور محورين دورانيين - عادة A وB، أو A وC - إلى المحاور الخطية الثلاثة القياسية. والنتيجة هي آلة يمكنها إمالة الأداة (أو قطعة العمل) وتدويرها للاقتراب من أي ميزة سطحية من أي زاوية تقريبًا داخل الغلاف الحركي للآلة. يمكن إكمال الأجزاء التي تتطلب من أربعة إلى ستة إعدادات منفصلة على VMC ثلاثي المحاور من خلال مشبك واحد على مركز ذي 5 محاور ، والقضاء على خطأ إعادة تسجيل المرجع وضغط إجمالي وقت الدورة بشكل كبير. التطبيقات التي لا غنى فيها عن 5 محاور الدفاعات وشفرات التوربينات - أشكال هندسية ملتوية ومتعددة المزامير مع انحناء مركب لا يمكن الوصول إليه فعليًا من خلال مطحنة نهائية موضوعة رأسيًا الغرسات الطبية — الصفائح العظمية، والأكواب الحقية، وأقفاص دمج العمود الفقري حيث يكون الانحناء المعقد والتفاوتات الأكثر إحكامًا أكثر من ± 0.02 مم أمرًا قياسيًا الأجزاء الهيكلية الفضائية - إطارات من الألومنيوم ذات جيوب ثقيلة بزوايا مسودة، وحواف مركبة، وميزات تخفيف القطع حقن القالب وتجويف النوى - أضلاع عميقة، وجدران جانبية شديدة الانحدار، وتفاصيل مقطوعة تتطلب وضع أداة مائلة للوصول إليها دون طول مفرط للأداة وانحراف مرتبط بها مكونات القطاع البحري والطاقة - شفرات المروحة، وأغطية المضخات، وأجسام الصمامات ذات الهندسة العضوية غير المنشورية المعالجة المتزامنة ذات 5 محاور مقابل 3 2 معالجة موضعية من المهم أن نفهم الفرق بين وضعي التشغيل اللذين يقعان تحت عنوان "المحور 5". في 3 2 (الموضعية) بالقطع ، يقوم محورا الدوران بفهرسة الجزء أو المغزل بزاوية ثابتة، ثم يتم قفلهما. تقوم المحاور الخطية الثلاثة بدورة القطع في هذا الاتجاه الثابت - لا يختلف عن القطع ثلاثي المحاور، فقط يتم الاقتراب منه من زاوية مختلفة. يعد هذا الوضع أسهل في البرمجة، وأسهل في التحقق من خلال محاكاة الاصطدام، وهو كافٍ لمعظم الأعمال متعددة الأوجه والمقطوعات. في معالجة متزامنة حقيقية بخمسة محاور ، تتحرك جميع المحاور الخمسة في الوقت الفعلي المنسق. يتيح ذلك تسطيحًا ثابتًا عاديًا للأداة على الأشكال المنحوتة - يتصل القاطع دائمًا بقطعة العمل بزاوية مثالية لهندسة الأداة والسطح الذي يتم قطعه. وتتمثل الفوائد العملية في طول أداة فعال أقصر (انحراف واهتزاز أقل)، وتشطيب أفضل للسطح على الميزات المنحنية، والقدرة على هندسة الماكينة التي من المستحيل ببساطة الاقتراب منها في أوضاع الزاوية الثابتة. تبدأ المتاجر الجديدة ذات المحاور الخمسة عادةً بقدرة 3 2 وتضيف معالجة متزامنة كاملة مع تعقيد الأجزاء وتطوير مهارات المشغل. متطلبات البرمجة والأدوات يتطلب العمل ذو 5 محاور نظام CAM قادرًا مع إنشاء مسارات أدوات قائمة على النماذج الصلبة، ومعالج لاحق مضبوط بعناية ومطابق لحركيات الماكينة المحددة، ومحاكاة فحص الاصطدام التي تصمم غلاف الماكينة بالكامل بما في ذلك التركيبات والمشابك. يصبح اختيار الأداة أيضًا أكثر تعمدًا - تُفضل مجموعات الأدوات الأقصر والأكثر صلابة في حوامل ظرف الظرف الهيدروليكي أو ذات التركيب المتقلص على التكوينات طويلة المدى في الأطواق التقليدية، لأن الجريان والانحراف يصبحان أكثر أهمية بكثير عندما يعمل المغزل بزوايا مركبة. يعد وقت البرمجة والإعداد لكل جزء أعلى بكثير من الوقت المخصص للعمل ثلاثي المحاور، لذلك يوفر المحور الخامس أفضل عائد على الاستثمار عندما يتطلب تعقيد الأجزاء ذلك حقًا. المقارنة المباشرة: عمودي مقابل أفقي مقابل 5 محاور الاختلافات الفنية والتشغيلية الرئيسية عبر منصات الطحن الثلاثة لتوجيه الاختيار الأولي للآلة المعيار الطاحونة العمودية مطحنة أفقية مطحنة 5 محاور محاور الحركة 3 (س، ص، ض) 3 منصة نقالة دوارة (ب) 5 (X، Y، Z 2 دوارة) تعقيد الجزء منخفضة إلى متوسطة متوسطة (المنشورية) عالية / منحوتة الإعدادات لكل جزء (نموذجي) 1-4 1-2 (شاهد القبر) 1 إخلاء الشريحة فقراء في جيوب عميقة ممتاز (مساعدة الجاذبية) متغيرة بزاوية الميل تكلفة رأس المال النسبية منخفض متوسطة - عالية عالية صعوبة البرمجة منخفض متوسط عالية حجم الإنتاج الأمثل 1 – 500 قطعة 5000 – 500000 قطعة 1 – 5000 قطعة (مجمع) أفضل نوع إنتاج متجر العمل / حجم منخفض عالية-volume batch مجمع / النموذج الأولي فيtegrating Milling with CNC Turning: The Mill-Turn Advantage لا تكتمل أي مناقشة حول اختيار منصة الطحن دون معالجة كيفية تقاطع قدرات الطحن والتحويل. إن غالبية المكونات المصنعة آليًا في السيارات والطاقة والإنتاج الصناعي العام تكون متناظرة دورانيًا - الأعمدة والمغازل والفلنجات والمحاور - ولكنها تحمل أيضًا ميزات مطحونة مثل الممرات الرئيسية والثقوب المتقاطعة والمسطحات ودوائر البراغي. إن معالجة هذه الأجزاء على آلات خراطة وطحن منفصلة تعني إعدادين، وتركيبتين، وفرصتين لخطأ مسند الإسناد، ومضاعفة قائمة الانتظار ووقت المناولة. سلسلة الخراطة والطحن الأفقية باستخدام الحاسب الآلي تجمع الآلات - التي يطلق عليها عادةً مراكز دوران الطاحونة أو مراكز الخراطة ذات الأدوات الحية - بين عمود دوران دوار لعمليات الخراطة ومحطات أدوات مدفوعة تعمل بالطاقة في البرج للطحن والحفر والتنصت. تدور قطعة العمل على المحور C، وتقوم الأدوات الحية بإشراكها بشكل قطري أو محوري لقطع الميزات المطحونة في نفس الإعداد. تتمتع إمكانية الإعداد الفردي هذه بتأثير مباشر على تفاوتات التركيز: تشير الميزات المُصنعة في نفس أداة التثبيت إلى نفس المسند تلقائيًا، مما يزيل خطأ إعادة الرمي الذي قد يتراكم بين عملية الدوران وعملية الطحن اللاحقة. عندما تكون ماكينة الخراطة والطحن الأفقية CNC هي الاختيار الصحيح أجزاء من نوع العمود تحمل كلاً من الأقطار الدائرية والميزات المطحونة - يؤدي الإعداد الفردي إلى التخلص من أخطاء إعادة الرمي وتقليل وقت الدورة من خلال دمج عمليتين أحجام الدُفعات الصغيرة إلى المتوسطة حيث تستهلك النفقات العامة لتشغيل خلايا الطحن والطحن المنفصلة وقتًا أطول في المعالجة والإعداد مقارنة بالتصنيع نفسه الأجزاء التي يتم فيها التسامح بشدة مع التركيز بين الميزات المحولة والمطحنة - حيث يكون تحقيق ± 0.01 مم أو أفضل أكثر موثوقية في إعداد واحد منه عبر جهازين منفصلين المكونات التي تتطلب عمليات مغزل فرعي، حيث يتم نقل الجزء من المغزل الرئيسي إلى المغزل الثاني لتصنيع الطرف المقابل دون تدخل المشغل سلسلة المخرطة العمودية لقطع العمل ذات القطر الكبير والثقيلة بالنسبة لقطع العمل الكبيرة جدًا والثقيلة — الشفاه ذات القطر الكبير، ورؤوس أوعية الضغط، والتروس الحلقية، ومحاور توربينات الرياح، وأغطية المحامل الثقيلة — سلسلة المخرطة العمودية (مخرطة الدوران العمودية، VTL) توفر إمكانيات لا يمكن لمركز الخراطة الأفقي أو المطحنة العملاقة مطابقتها بكفاءة. في VTL، توضع قطعة العمل على طاولة دوارة أفقية كبيرة مع توجيه محور الدوران إلى الأعلى. تعمل الجاذبية على تثبيت قطعة العمل بقوة على وجه الطاولة، مما يمنع الانحراف وتشويه الفك الذي يولده ظرف أفقي عند الإمساك بالفراغات الكبيرة والثقيلة. بالنسبة لقطع العمل التي يتجاوز قطرها 800 مم أو كتلتها 1500 كجم، غالبًا ما تكون المعالجة باستخدام VTL هي الخيار العملي الوحيد. تعمل ماكينات سلسلة المخرطة العمودية الحديثة المزودة برؤوس طحن حية على زيادة قدرتها بشكل أكبر: يمكن إجراء الطحن الشعاعي لفتحات المسامير، والطحن المحوري لمجاري المفاتيح، والطحن المحرف للجيوب المنحنية دون إزالة قطعة العمل من الطاولة. الأجزاء التي كانت تنتقل سابقًا عبر ثلاث آلات منفصلة - مخرطة أفقية، ومثقاب شعاعي، وVMC - يمكن الآن إكمالها في أداة تثبيت واحدة، مما يؤدي إلى ضغط إجمالي وقت التسليم من أيام إلى ساعات. اختيار المنصة المناسبة: إطار عمل عملي للقرار قبل تحديد نوع الجهاز، يجب العمل بشكل منهجي من خلال هذه المعايير الخمسة. في معظم الحالات، يشير اثنان أو ثلاثة منهم بوضوح إلى منصة واحدة، بينما يؤكد الآخرون الاختيار أو ينقحونه. هندسة الأجزاء والوصول إلى الميزات: قم بحساب عدد الوجوه التي تتطلب ميزات مُشكَّلة آليًا، ولاحظ ما إذا كانت أي ميزات قد تم تقطيعها أو مزجها أو لا يمكن الوصول إليها بطريقة أخرى بواسطة أداة القطع ذات الزاوية الثابتة. وجه واحد يمكن الوصول إليه → طاحونة عمودية. وجهان إلى أربعة وجوه، جميعها مسطحة ← مطحنة أفقية أو مطحنة دورانية. الأسطح المنحوتة أو المقطوعة أو المخلوطة ← مطحنة ذات 5 محاور. حجم الإنتاج السنوي: نادرًا ما يبرر النموذج الأولي أو العمل في ورشة العمل ذات الحجم المنخفض البنية التحتية لتغيير منصة التحميل في مؤسسة حمد الطبية أو النفقات العامة للبرمجة لمركز ذي 5 محاور. إن الإنتاج بكميات كبيرة من الأجزاء المنشورية يبرر دائمًا التكلفة الرأسمالية للطاحونة الأفقية خلال سنة إلى سنتين من التشغيل. بالنسبة للأجزاء المعقدة ذات الحجم المنخفض، يوفر VMC ذو 5 محاور أفضل عائد على الاستثمار. حجم الشغل والكتلة: تعتبر الأجزاء التي يتجاوز قطرها 1000 مم أو كتلتها 2000 كجم مرشحة بشكل طبيعي لسلسلة المخرطة العمودية بدلاً من أي منصة أفقية. تؤدي محاولة تشكيل قطع عمل كبيرة جدًا وثقيلة باستخدام المعدات الأفقية التقليدية إلى حدوث تشوه في التثبيت لا يمكن تصحيحه في فحص ما بعد التشغيل الآلي. متطلبات التسامح والانتهاء من السطح: عندما تكون هناك حاجة إلى تركيز محكم، ونفاذ، وعلاقات موضعية متعددة الميزات - على سبيل المثال، تجويف عمود متحد المركز بقطر خارجي ضمن 0.005 مم - تعمل المنصات أحادية الإعداد (دورة مطحنة أو 5 محاور) على التخلص من انحراف مرجع الإسناد بين الإعداد الذي يتراكم في سير العمل متعدد الآلات. كلما كان التسامح أكثر إحكاما، كلما كانت الحالة أقوى بالنسبة لحلول التثبيت الفردي. مهارة المشغل وموارد البرمجة: تتطلب الأنظمة الأساسية ذات 5 محاور وكفاءة عالية في CAM وخبرة ما بعد المعالج ومهارة الإعداد مقارنةً بـ VMC القياسي. قبل الالتزام بمنصة أكثر تعقيدًا، قم بتقييم احتياجات التدريب والمدة الزمنية بصدق. إن مركز VMC جيد الاستخدام والذي يديره مبرمج خبير يتفوق باستمرار على مركز خماسي المحاور سيئ الاستخدام ويديره فريق غير مدرب. مثال عملي لسير العمل: دعامة التيتانيوم الفضائية المثال الملموس يجعل منطق اختيار النظام الأساسي ملموسًا. ضع في اعتبارك قوسًا فضائيًا من التيتانيوم بستة وجوه مُصنعة، وثلاثة فتحات متقاطعة، وأربعة أنصاف أقطار شرائح ممزوجة على الكفاف الخارجي، وتسامح موضعي قدره ±0.015 مم بين التجويف الرئيسي وأربعة أنماط من فتحات التثبيت. يتطلب هذا الجزء تصنيعه على مطحنة عمودية وحدها ستة إعدادات منفصلة . تستغرق كل دورة إعادة تثبيت ما بين 20 إلى 40 دقيقة من الإعداد ووقت الإشارة، وكل منها تقدم تحولًا محتملاً في مسند الإسناد. عبر ستة إعدادات، يمكن أن يتجاوز الخطأ الموضعي التراكمي بسهولة التسامح الذي يبلغ ±0.015 مم، مما يتطلب إلغاء الأجزاء أو إعادة العمل. إجمالي الوقت المنقضي من الجزء الفارغ إلى الجزء النهائي: 12-18 ساعة بما في ذلك قائمة الانتظار والإعداد والتصنيع. في طاحونة أفقية مع أداة تثبيت شاهد القبر، يكتمل الجزء نفسه في إعدادين - أحدهما لمجموعة الوجه الأساسية، والآخر لإعادة التركيب للوجهين المتبقيين. ينخفض وقت الإعداد إلى أقل من ساعة واحدة إجمالاً، وتتحسن الدقة الموضعية بشكل ملحوظ نظرًا لحدوث عدد أقل من عمليات نقل المسند. إجمالي الوقت المنقضي: 6-8 ساعات. في مركز المعالجة الكامل ذو 5 محاور، يتم استكمال الدعامة في مشبك واحد - القضاء على خمس دورات إعادة التثبيت بالكامل . يتم تشكيل جميع العلاقات الموضعية من ميزة إلى ميزة من مرجع واحد، ويتم إنتاج الشرائح الممزوجة بواسطة مسارات أدوات متزامنة ذات 5 محاور لا يمكن لآلة ذات 3 محاور تكرارها بدون أدوات نموذج باهظة الثمن. إجمالي الوقت المنقضي: 3-5 ساعات. بالنسبة للمحلات التجارية التي تنتج هذه الشريحة بكميات تزيد عن 500 قطعة شهريًا، توفر أتمتة الطبليات في المطحنة الأفقية إنتاجية فائقة وتكلفة أقل لكل قطعة. بالنسبة للكميات التي تقل عن 50 — نماذج أولية وبناءات مؤهلة — فإن اقتصاد إعداد المركز ذي المحاور الخمسة ودقة مسند الإسناد الفردي يجعله الاختيار الواضح. تختلف اعتبارات الصيانة حسب النظام الأساسي لا يعد اختيار الماكينة قرارًا يتعلق بالإنتاجية فحسب، بل إنه أيضًا التزام بالصيانة. يعد فهم متطلبات الصيانة المميزة لكل منصة أمرًا ضروريًا لتخطيط التكلفة الإجمالية الواقعية للملكية. أولويات صيانة المطحنة العمودية مراقبة حالة محمل المغزل: التحقق من الارتفاع الحراري، وتغييرات توقيع الاهتزاز، والجريان على فترات زمنية محددة؛ يظهر محمل المغزل المتدهور في تشطيب السطح قبل أن يفشل بشكل كارثي أنظمة تشحيم الطريق: تتطلب الحزوز الدليلية الخطية والبراغي الكروية توفير تزييت متسق؛ تعد خطوط التشحيم المسدودة سببًا رئيسيًا للتآكل المبكر للبراغي الكروية في VMCs إدارة سائل التبريد: يؤدي تراكم الرقائق في الحوض وخزان سائل التبريد إلى تدهور توازن الرقم الهيدروجيني وتعزيز نمو البكتيريا، مما يؤدي إلى تسريع الصدأ على الجزء الداخلي من الماكينة ويسبب مشاكل في الرائحة. أولويات صيانة المطحنة الأفقية والمطحنة تتطلب آليات تغيير البليت فحصًا دوريًا لمشغلات التثبيت، وتحديد مكان المسامير، ومكونات محرك الأقراص؛ يؤدي تآكل هذه العناصر إلى تدهور إمكانية تكرار وضع البليت تدريجيًا تحمل أنظمة نقل الرقائق في المطاحن الأفقية حجمًا أعلى بكثير من الرقائق مقارنة بأنظمة VMC وتتطلب فحصًا وتنظيفًا يوميًا لمنع الانسداد الذي قد يؤدي إلى تلويث دائرة سائل التبريد في ماكينات سلسلة الخراطة والتفريز الأفقية باستخدام الحاسب الآلي، تتطلب محطات برج الأدوات الحية إجراء فحص دوري لواجهات الوصلات المدفوعة وحالة المحمل داخل كل محطة تعمل بالطاقة أولويات صيانة سلسلة المخارط ذات 5 محاور والعمودية تتطلب محركات المحور الدوار — التروس الدودية، أو محركات عزم الدوران ذات الدفع المباشر، أو آليات الكامة الدوارة — رد فعل عكسي والتحقق من التحميل المسبق على فترات زمنية مجدولة للحفاظ على الدقة الزاوية التي تعتمد عليها الدقة ذات 5 محاور في ماكينات سلسلة المخرطة العمودية، يعد نظام المحمل والتثبيت للطاولة الدوارة الكبيرة من المكونات الأكثر أهمية: يجب فحص تشغيل الطاولة باستخدام مؤشر دقيق كجزء من كل دورة صيانة مجدولة تعتمد أنظمة التعويض الحراري على منصات الدقة ذات المحاور الخمسة ومنصات VTL على شبكات الاستشعار التي يجب التحقق من معايرتها؛ سوف ينتج عن مستشعر درجة الحرارة المنجرف إزاحات تعويض غير صحيحة تؤدي إلى انخفاض دقة الجزء دون إطلاق إنذار واضح عبر جميع أنواع المنصات، تعد استراتيجية الصيانة الأكثر فعالية من حيث التكلفة هي المراقبة على أساس الحالة جنبًا إلى جنب مع جدول زمني للتشحيم والفحص بفواصل زمنية ثابتة . يؤدي تأجيل الصيانة لتقليل وقت التوقف عن العمل على المدى القصير إلى حدوث توقفات غير مخطط لها أكبر وأكثر إزعاجًا. بالنسبة للآلات عالية الاستخدام في بيئات الإنتاج، يوفر تتبع ساعات المغزل ومسافة انتقال المحور وعدد الدورات الحرارية أساسًا للبيانات للتنبؤ بفترات خدمة المكونات بدلاً من التفاعل مع حالات الفشل. .article-meta-bar { display: flex; align-items: center; gap: 16px; margin-bottom: 18px; padding-bottom: 14px; border-bottom: 2px solid #e8e8e8; } .meta-tag { display: inline-block; background-color: #c9151e; color: #ffffff; font-size: 13px; font-weight: bold; padding: 4px 12px; letter-spacing: 0.5px; text-transform: uppercase; } .meta-date { font-size: 14px; color: #888888; } section { margin-bottom: 40px; } h2 { font-size: 22px; font-weight: bold; text-align: left; margin-bottom: 15px; color: #1a1a1a; padding-left: 12px; border-left: 4px solid #c9151e; line-height: 1.35; } h3 { font-size: 16px; font-weight: bold; text-align: left; margin-bottom: 15px; color: #333333; } p { font-size: 16px; text-align: left; margin-bottom: 15px; line-height: 1.75; color: #444444; } ul, ol { font-size: 16px; text-align: left; margin-bottom: 15px; padding-left: 0; } li { margin-bottom: 5px; font-size: 16px; line-height: 1.65; color: #444444; } strong { color: #1a1a1a; } table { border-radius: 4px; overflow: hidden; } table tbody tr:hover td { background-color: #FDDFC4 !important; transition: background-color 0.15s ease; }
للحفاظ على أ آلة الطحن والخراطة العمودية بشكل فعال، يجب عليك اتباع جدول زمني منظم يغطي التشحيم اليومي، وفحص المغزل الأسبوعي، وفحوصات الدقة الهندسية الشهرية، والإصلاحات السنوية الكاملة. تعمل الصيانة المناسبة على إطالة عمر خدمة الماكينة بنسبة 30-50% ، يقلل من وقت التوقف غير المخطط له بنسبة تصل إلى 60% ، ويحافظ على تفاوتات الأبعاد في حدود ± 0.01 مم على قطع العمل الدقيقة. سواء كنت تعمل أ مخرطة عمودية CNC ، أ مخرطة عمودية مزدوجة العمود ، أو أ مركز الدوران العمودي ، فإن مبادئ الصيانة الأساسية متسقة - ويؤدي تخطيها إلى التآكل السريع والإصلاحات المكلفة وانخفاض جودة الأجزاء. Ningbo Hongjia CNC Technology Co., Ltd.، التي تأسست في عام 2018 وتعمل منذ عام 2006، هي شركة مقرها الصين الشركة المصنعة للمخرطة العمودية و مورد آلة الخراطة العمودية مع خبرة عميقة في معدات القطع المعدنية باستخدام الحاسب الآلي. بالاعتماد على سنوات من الخبرة الميدانية، يوفر هذا الدليل استراتيجيات صيانة قابلة للتنفيذ ومدعومة بالبيانات تنطبق على مجموعة واسعة من آلات الخراطة العمودية المستخدمة في قطاعات الطيران والسيارات والطاقة والتصنيع الثقيل. لماذا يؤثر تكرار الصيانة بشكل مباشر على أداء الماكينة البيانات التي تم جمعها من مخرطة عمودية ثقيلة يُظهر المستخدمون عبر مصانع التصنيع في الصين وألمانيا والولايات المتحدة وجود علاقة مباشرة بين تكرار الصيانة وتوافر الماكينة. تم عرض الآلات التي يتم صيانتها وفقًا لجدول أسبوعي صارم معدلات التوفر 94.7% ، في حين أظهرت الآلات التي تتم صيانتها بشكل ربع سنوي فقط معدلات توافر منخفضة تصل إلى 71.3% . تُترجم هذه الفجوة إلى خسارة مئات ساعات الإنتاج سنويًا لكل آلة. ال مركز تحول عمودي باستخدام الحاسب الآلي تعمل تحت ضغط ميكانيكي كبير - يمكن للطاولات الدوارة أن تحمل قطع عمل تزن عدة أطنان، وقد تصل سرعات المغزل إلى 1500 دورة في الدقيقة، وتتجاوز قوى القطع في كثير من الأحيان 10000 نيوتن. وبدون العناية الروتينية، تتدهور أسطح التوجيه ومحامل المغزل والأنظمة الهيدروليكية بشكل أسرع بكثير من فترات الخدمة المصممة لها. معدل توفر الماكينة حسب تكرار الصيانة 60% 70% 80% 90% 100% height = (94.7-60)/40 * 200 = 173.5 --> 94.7% يوميا (91.2-60)/40*200=156 --> 91.2% أسبوعيا (83.5-60)/40*200=117.5 --> 83.5% شهريا (71.3-60)/40*200=56.5 --> 71.3% ربع سنوية جدول الصيانة ال chart above illustrates a clear pattern: more frequent maintenance correlates strongly with higher machine availability. تحقق الأجهزة التي تتم صيانتها يوميًا ما يقرب من 95% من وقت التشغيل مما يمنح المصنعين ميزة تنافسية كبيرة في بيئات الإنتاج كبيرة الحجم. وحتى الترقية من الصيانة ربع السنوية إلى الصيانة الشهرية تؤدي إلى تحسين التوفر بنسبة 12 نقطة مئوية تقريبًا. لمشغلي مخارط عمودية ذات قطر كبير أو مراكز الخراطة للخدمة الشاقة، تؤكد هذه البيانات لماذا يدفع الاستثمار في الصيانة تكاليفه عدة مرات من خلال تقليل تكاليف التوقف عن العمل. قائمة مراجعة الصيانة اليومية للمخارط العمودية CNC تشكل الصيانة اليومية الأساس لبرنامج قوي للعناية بالآلات. يجب أن يبدأ كل نوبة وينتهي بإجراء فحص منظم لا يستغرق أكثر من 15 إلى 20 دقيقة ولكنه يمنع الغالبية العظمى من حالات الفشل غير المتوقعة. تنطبق المهام التالية بالتساوي على الاتفاق مركز الدوران العمودي و a large مخرطة عمودية مزدوجة العمود . فحوصات بدء التشغيل قبل التحول تحقق من مستوى الزيت الهيدروليكي في الخزان، وحافظ على مستوى الزيت بين علامتي MIN وMAX. افحص مستوى زيت التشحيم للحواجز الدليلية وأسطح محامل الطاولة الدوارة. تحقق من أن تركيز سائل التبريد يقع ضمن نطاق المستحلب 6-10% باستخدام مقياس الانكسار. قم بتشغيل دورة إحماء عند عدد دورات منخفض في الدقيقة (10-15 دقيقة) قبل المعالجة بالحمولة الكاملة. تأكد من أن جميع محركات الأقراص المؤازرة المحورية لا تظهر أي رموز إنذار على لوحة التحكم CNC. تحقق من برج الأداة من أجل الفهرسة الآمنة — قم بتدويرها يدويًا واستمع إلى الأصوات غير المنتظمة. بروتوكول التنظيف في نهاية المناوبة قم بإزالة كافة الرقائق المعدنية من منطقة العمل، وناقل الرقائق، ومصفاة خزان سائل التبريد. امسح الأسطح الإرشادية بقطعة قماش خالية من الوبر ثم ضع طبقة رقيقة من الزيت. افحص التجويف المستدق لعمود الدوران للتأكد من عدم وجود أي تلوث بالرقاقة - نظفه بقطعة قماش جافة. قم بتسجيل أي اهتزازات أو أصوات أو قراءات حرارية غير عادية في سجل الجهاز. إجراءات التفتيش الأسبوعية والشهرية وبعيدًا عن الروتين اليومي، تعالج عمليات الفحص الأسبوعية والشهرية المنظمة مجموعات المكونات التي تتدهور في الدورات الأطول. تتطلب هذه المهام مزيدًا من الوقت وأدوات متخصصة في بعض الأحيان، ولكنها تكتشف المشكلات المتطورة قبل أن تصبح فاشلة. لمشغلي أ مخرطة عمودية ثقيلة عند التعامل مع قطع العمل ذات القطر الكبير، فإن عمليات التفتيش هذه غير قابلة للتفاوض. الجدول 1: مقارنة مهام الصيانة الأسبوعية والشهرية لآلات الخراطة العمودية فئة المهمة أسبوعيا Tasks شهريا Tasks نظام التشحيم قم بالتعبئة، وتحقق من خرج مضخة التشحيم التلقائي تحليل زيت كامل واستبدال الفلتر المغزل والمحامل استمع للضوضاء غير الطبيعية، وتحقق من درجة الحرارة تحليل الاهتزازات وقياس اللعب إرشادية فحص التآكل البصري، مكان التشحيم اليدوي قياس الاستقامة والتسطيح باستخدام مقياس الاتصال الهاتفي النظام الهيدروليكي فحص ضغط العمل (الهدف: 8-12 ميجا باسكال) استبدل الفلتر الهيدروليكي، وافحص الأختام خزائن كهربائية تنظيف الغبار من فتحات الخزانة تحقق من التوصيلات الطرفية، وقم بقياس جهد الإمداد نظام التبريد تحقق من الرقم الهيدروجيني (الهدف: 8.5-9.5)، وأعد التعبئة حسب الحاجة تغيير سائل التبريد بالكامل في حالة ارتفاع عدد البكتيريا إحدى المهام الشهرية التي يتم التغاضي عنها عادة هي التحقق من الدقة الهندسية . باستخدام مقياس قرص دقيق وشريط مرجعي معتمد، يجب على المشغلين قياس جريان المغزل (مقبول: .0050.005 مم)، واستواء سطح الطاولة الدوارة (مقبول: .010.01 مم لكل 1000 مم)، والتعامد عبر السكك الحديدية على الطاولة. يتطلب أي انحراف يتجاوز التسامح اتخاذ إجراء تصحيحي فوري من قبل فني خدمة مؤهل وذو خبرة مركز تحول عمودي باستخدام الحاسب الآلي هندسة. إدارة التشحيم: مهمة الصيانة الأكثر أهمية تظهر بيانات تحليل فشل الصناعة ذلك باستمرار ما يقرب من 40٪ من جميع حالات فشل مكونات آلة CNC المبكرة يمكن إرجاعه مباشرة إلى نقص التشحيم - إما نوع زيت خاطئ، أو كمية غير صحيحة، أو مواد تشحيم ملوثة، أو دورات تشحيم ضائعة. ل آلة تحول عمودية عند العمل تحت أحمال ثقيلة، فإن التشحيم المناسب ليس أمرًا اختياريًا - فهو إجراء الصيانة الوحيد المتاح ذو أعلى فعالية. الأسباب الرئيسية للفشل المبكر لمكونات الجهاز الفشل الأسباب مشاكل التشحيم — 40% التلوث — 22% خطأ المشغل — 18% المشكلات الكهربائية — 12% عوامل أخرى — 8% ال chart highlights that lubrication-related issues account for 40% من جميع حالات فشل المكونات المبكرة في معدات الخراطة العمودية - مما يجعلها سبب الفشل السائد بهامش كبير من التلوث (22%) وأخطاء المشغل (18%). تدعم هذه البيانات بقوة تخصيص معظم وقت الصيانة اليومية لفحوصات التشحيم والإضافات. ل مخرطة عمودية مزدوجة العمود ، الذي يحتوي على أسطح محامل أكثر ومسارات توجيهية أطول من التصميم ذي العمود الواحد، يكون التعرض لمخاطر التشحيم أعلى، مما يتطلب المزيد من الاهتمام المتكرر. يعد إنشاء خريطة تزييت موثقة لكل آلة - مع تحديد درجة الزيت وكميته والفاصل الزمني لكل نقطة تزييت - أحد أكثر الممارسات فعالية التي يمكن لفريق الصيانة تنفيذها. مواصفات مواد التشحيم الموصى بها زيت التوجيه: زيت بطريقة ISO VG 32 أو VG 68 مع إضافات مضادة للانزلاق. محامل المغزل: شحم عالي السرعة، NLGI درجة 2، قاعدة ليثيوم معقدة. النظام الهيدروليكي: زيت هيدروليكي مقاوم للتآكل ISO VG 46، يتم استبداله كل 2000 ساعة تشغيل. صناديق التروس: يتم استبدال زيت ناقل الحركة ISO VG 220 كل 4000 ساعة تشغيل. محركات السلسلة: يتم رش مادة تشحيم السلسلة كل 500 ساعة تشغيل. صيانة المغزل والطاولة الدوارة للمخارط العمودية شديدة التحمل ال spindle and rotary table are the heart of any مخرطة عمودية ثقيلة . في الآلات الكبيرة المصممة للتعامل مع قطع العمل التي يتراوح وزنها من 5 إلى 80 طنًا، يجب الحفاظ على هذه المكونات وفقًا للمعايير الصارمة. تعتبر درجة حرارة محمل المغزل مؤشرًا صحيًا رئيسيًا - يجب أن تظل درجة حرارة التشغيل طبيعية أقل من 50 درجة مئوية ، أnd any reading above 65°C warrants immediate investigation. On مركز تحول عمودي باستخدام الحاسب الآليs ومع أنظمة التعويض الحراري المتكاملة، يعد التحقق من أن خوارزمية التعويض تعمل بشكل صحيح أمرًا مهمًا بنفس القدر. درجة حرارة محمل المغزل: الآلة السليمة مقابل الآلة المتدهورة (درجة مئوية) 80 درجة مئوية 70 درجة مئوية 60 درجة مئوية 50 درجة مئوية 40 درجة مئوية 30 درجة مئوية 0 ساعة ساعة واحدة 2 ساعة 3 ساعات 4 ساعات 5 ساعات 6 ساعات 7 ساعات تحذير 65 درجة مئوية آلة بحالة جيدة آلة متدهورة ال line chart compares spindle bearing temperature profiles over a 7-hour production shift. A تستقر الماكينة التي تتم صيانتها جيدًا عند درجة حرارة تتراوح بين 45-46 درجة مئوية خلال أول ساعتين ويحافظ على هذا المستوى بثبات، مما يشير إلى التشحيم الصحي والتحميل المسبق المناسب. على النقيض من ذلك، فإن الآلة المتدهورة التي لا تحتوي على كمية كافية من الشحوم أو المحامل البالية تصعد بشكل مستمر، ومن المحتمل أن تتجاوز ذلك 78 درجة مئوية بنهاية الوردية - في منطقة الخطر حيث يبدأ مزاج الفولاذ المحمل في التدهور. يجب على المشغلين استخدام مقياس حرارة يعمل بالأشعة تحت الحمراء أو قراءات مزدوجة حرارية مدمجة في بداية كل نوبة إنتاج ومنتصفها ونهايتها لتتبع هذا الملف التعريفي الخاص بهم آلة تحول عمودية . أي اتجاه يُظهر ارتفاع درجة الحرارة بعد مرحلة تثبيت الإحماء هو إشارة واضحة تتطلب التحقيق قبل التحول التالي. خطوات صيانة الطاولة الدوارة افحص فتحات تثبيت سطح الطاولة بحثًا عن الحطام والتشوه كل أسبوع. تحقق من رد الفعل العكسي للترس الدودي كل ثلاثة أشهر — النطاق المقبول عادةً هو 0.02-0.05 ملم. قم بقياس نفاد الطاولة كل ثلاثة أشهر باستخدام مؤشر الدقة (الهدف: .0080.008 مم). استبدل المحامل الشعاعية ومحامل الدفع وفقًا للجدول الزمني المعتمد على الساعة الخاص بالشركة المصنعة - عادةً كل 8000-12000 ساعة اعتمادًا على فئة وزن قطعة العمل. تأكد من وصول ضغط التثبيت الهيدروليكي إلى القيمة المحددة (عادةً 5-8 ميجا باسكال) قبل عمليات القطع ذات الأحمال الثقيلة. نظام التحكم CNC والصيانة الكهربائية حديث مركز تحول عمودي باستخدام الحاسب الآليs يتم التحكم فيها بواسطة أنظمة تحكم رقمية متطورة من منصات مثل FANUC، أو Siemens SINUMERIK، أو أنظمة خاصة تم تطويرها بواسطة الشركة المصنعة للمخرطة العمودية . غالبًا ما يتم إعطاء الأولوية لصيانة الأنظمة الكهربائية وأنظمة التحكم من قبل فرق الصيانة التي تركز على المكونات الميكانيكية، إلا أن المشكلات الكهربائية هي المسؤولة عن ذلك 12% من حالات الفشل المبكر و can cause data loss, axis crashes, and costly program errors. إجراءات صيانة نظام التحكم بطارية احتياطية: استبدل البطارية الاحتياطية لذاكرة وحدة التحكم CNC كل 2-3 سنوات. تؤدي البطارية المحتضرة إلى فقدان البرنامج أثناء انقطاع التيار الكهربائي. قيادة مراوح التبريد: فحص وتنظيف جميع مراوح تبريد محرك المؤازرة شهريًا. تؤدي المراوح المحظورة إلى حدوث أخطاء في درجة الحرارة الزائدة. كابلات التشفير: قم بفحص موصلات كابلات التشفير والتغذية المرتدة بشكل ربع سنوي بحثًا عن التآكل وتلف الانحناء والمقاعد الآمنة. احتياطية المعلمة: قم بتصدير وتخزين نسخة احتياطية كاملة للمعلمات على جهاز خارجي بعد أي خدمة تلامس إعدادات وحدة التحكم. السلامة الأرضية: قم بقياس مقاومة الماكينة الرئيسية للأرض سنويًا — يجب أن تكون أقل من 4 أوم لمنع التداخل والضوضاء الكهربائية. تكييف الهواء مجلس الوزراء: في الأجهزة التي تعمل في البيئات الحارة أو المتربة، قم بتنظيف أو استبدال مرشحات مكيف الهواء الموجودة في الخزانة شهريًا. الإصلاح السنوي واستعادة الدقة الهندسية على المدى الطويل كل 12 شهرًا، أو بعد ذلك ما يقرب من 4000-6000 ساعة تشغيل ، أ comprehensive overhaul should be performed. This is particularly critical for مخارط عمودية ذات قطر كبير و مخرطة عمودية مزدوجة العمودs العمل مع السبائك الصلبة، حيث يتراكم التآكل التراكمي بشكل أسرع من الآلات التي تستخدم مواد أكثر ليونة. تعمل عملية الإصلاح السنوية على استعادة التفاوتات الهندسية الأصلية، واستبدال مكونات العمر المجدولة، وتوثيق خط الأساس لحالة الماكينة الحالية. نقاط صحة المكون: قبل الإصلاح السنوي بعده (0-100) 282.4, 148.8 --> 296.7, 208.3 --> 168, 206 --> المغزل إرشادية هيدروليكي طاولة دوارة المبرد الكهربائية قبل الإصلاح بعد الإصلاح ال radar chart illustrates typical component health scores before and after a structured annual overhaul on a مخرطة عمودية ثقيلة . قبل عملية الإصلاح، كانت معظم الأنظمة الفرعية تحصل على درجات تتراوح بين 55 و72 من أصل 100 - مما يعكس التآكل المتراكم والتلوث والصيانة البسيطة المؤجلة. بعد إجراء إصلاح شامل، تعود جميع الأنظمة الفرعية إلى نطاق 89-97، مما يقترب بشكل كبير من حالة الآلة الجديدة. تعزز هذه البيانات المنطق الاقتصادي للإصلاحات المجدولة: تكلفة الإصلاح السنوي المخطط لها عادة 4-8 مرات أقل من التكلفة المجمعة للعطل غير المخطط له بما في ذلك قطع الغيار والعمالة الطارئة والإنتاج المفقود. تُظهر أنظمة المغزل والتوجيه أكبر مكاسب الاسترداد، والتي تعد أيضًا المكونات الأكثر مسؤولية بشكل مباشر عن دقة الأبعاد في قطع العمل النهائية. أنشطة الإصلاح السنوية الرئيسية التفكيك والفحص الكامل لمجموعة المغزل بما في ذلك استبدال المحمل. إعادة كشط أو طحن المسار الإرشادي إذا تجاوز خطأ تسطيح السطح 0.02 مم لكل 1000 مم. استبدال جميع الأختام الهيدروليكية والحلقات الدائرية كإجراء احترازي. فحص التحميل المسبق للكرة اللولبية - إعادة الشد أو الاستبدال إذا تجاوز رد الفعل العكسي 0.03 مم. تدفق كامل لنظام التبريد، وتنظيف الخزان، وشحن سائل التبريد الجديد. معايرة جميع المحاور الخطية بالليزر – مقارنة بشهادة الفحص الهندسي الأصلية. ممارسات الصيانة الخاصة بالمخارط العمودية ذات العمود المزدوج ال مخرطة عمودية مزدوجة العمود - يُشار إليها أيضًا باسم المخرطة العمودية ذات النمط القنطري - تمثل تحديات صيانة فريدة مقارنةً بالتصميمات ذات العمود الواحد. من خلال عمودين رأسيين يدعمان حاجزًا متقاطعًا يمكن أن يزن عدة أطنان ويتحرك عموديًا، تصبح الصلابة الهيكلية واستواء أساس الماكينة من متغيرات الصيانة المهمة. أي تسوية الأساس لأكثر من 0.05 مم لكل 1000 مم يجب تصحيحه من خلال الحشو الدقيق قبل إجراء المزيد من عمليات التشغيل الآلي. تستحق آليات التثبيت عبر السكك الحديدية اهتمامًا خاصًا. يجب أن يحافظ نظام القفل على السكة ضد قوى القطع التي يمكن أن تتجاوزها 15000 نيوتن في تمريرات التخشين الثقيلة . افحص وسادات وأسطح التثبيت كل ستة أشهر بحثًا عن التآكل، وتحقق من أن ضغط التثبيت الهيدروليكي يصل إلى نقطة الضبط المحددة باستمرار. تخصيص وقت الصيانة السنوية — المخرطة العمودية ذات العمود المزدوج (%) 0% 20% 40% 60% 80% 100% 28% تزييت 22% الشيكات الهندسية 18% هيدروليكي System 15% الكهربائية / CNC 12% المغزل & Bearings 8% المبرد System ال horizontal bar chart shows how annual maintenance hours are typically allocated across subsystems of a مخرطة عمودية مزدوجة العمود . تهيمن مهام التشحيم بنسبة 28%، مما يعكس العدد الكبير من أسطح المحامل وأطوال الحزوز التوجيهية في تصميم العمود المزدوج. تأخذ فحوصات الدقة الهندسية ثاني أكبر حصة بنسبة 22% - وهذا أعلى بكثير من الأجهزة الأصغر ذات العمود الواحد لأن أي اختلال في المحاذاة بين العمودين ينتشر مباشرة إلى هندسة الأجزاء المُشكَّلة آليًا. تعكس صيانة النظام الهيدروليكي بنسبة 18% مدى تعقيد الدائرة الهيدروليكية المطلوبة للتعامل مع وظائف التثبيت عبر القضبان، وتثبيت قطع العمل، وموازنة الموازنة في وقت واحد. وهذه الفئات الثلاث مجتمعة تمثل 68% من إجمالي مجهود الصيانة و should be prioritized when staffing and scheduling maintenance resources. إدارة نظام التبريد ومكافحة التلوث ال cutting coolant system in a آلة تحول عمودية يؤدي العديد من الوظائف المهمة: فهو يقلل من حرارة القطع، ويزيل الرقائق من منطقة القطع، ويطيل عمر الأداة، ويمنع التآكل على الأسطح المُشكَّلة. عندما يتم إهمال نظام التبريد، يمكن أن يؤدي نمو البكتيريا إلى تحلل المستحلب، مما يقلل من خصائص التشحيم مع توليد روائح كريهة ومخاطر محتملة لتهيج الجلد بالنسبة للمشغلين. تظهر الأبحاث في بيئات التصنيع أن نظام التبريد المُدار بشكل صحيح يمكنه ذلك إطالة عمر أداة القطع بنسبة 20-35% مقارنة مع المبرد المتدهور. ل مخرطة عمودية CNC تشغيل أدوات كربيد أو سيراميك تبلغ قيمتها مئات الدولارات لكل إدخال، وهذا يمثل توفيرًا كبيرًا في التكلفة على مدار عام كامل من الإنتاج. الجدول 2: معلمات نظام التبريد - القيم المستهدفة وعتبات التحذير المعلمة النطاق المستهدف عتبة التحذير الإجراء مطلوب التركيز (مقياس الانكسار) 6 – 10% 12% أضف التركيز أو المخفف مستوى الرقم الهيدروجيني 8.5 - 9.5 10.0 ضبط مع المبيدات الحيوية / العازلة عدد البكتيريا (CFU/mL) > 100.000 إضافة مبيد حيوي. النظر في التغيير الكامل محتوى الزيت المتشرد > 4% استخدام الكاشطة. تحقق من الأختام الهيدروليكية التعكر / المظهر أبيض حليبي، موحد رمادي أو بني أو منفصل استنزاف النظام بالكامل وإعادة شحنه استراتيجيات الصيانة التنبؤية لآلات الخراطة والطحن العمودية الانتقال إلى ما هو أبعد من الصيانة الوقائية المجدولة إلى الصيانة التنبؤية يسمح للمصنعين بتحديد المكونات المتدهورة قبل أن تتعطل - جدولة الإصلاحات على فترات زمنية مخططة بدلاً من الاستجابة للأعطال. ل مركز تحول عمودي باستخدام الحاسب الآليs عند تشغيلها في بيئات عالية الاستخدام، يمكن للاستراتيجيات التنبؤية المستندة إلى بيانات المستشعر أن تقلل من وقت التوقف غير المخطط له بمقدار إضافي 25-40% بما يتجاوز ما تحققه الصيانة المجدولة وحدها. تقليل وقت التوقف غير المخطط له من خلال استراتيجية الصيانة (%) 0% 10% 30% 50% 70% 90% 0% رد الفعل height=55/100*(230-40-... scale: y= 230-(val/100)*190 --> 55% وقائية 230-148.2=81.8, h=148.2 --> 78% التنبؤية 86% تدابير بناء الثقة منظمة العفو الدولية استراتيجية الصيانة ال column chart compares unplanned downtime reduction achieved by four maintenance strategies. صيانة تفاعلية بحتة لا يقدم أي تخفيض — فالآلات تعمل حتى تتعطل، مما يؤدي إلى أقصى قدر من التعطيل. يعمل الجدول الوقائي المنظم على تقليل وقت التوقف عن العمل بنسبة 55% تقريبًا، ولهذا السبب يظل هو خط الأساس للصناعة. الصيانة التنبؤية باستخدام أجهزة استشعار الاهتزاز ومراقبة درجة الحرارة وتحليل الزيت يصل هذا إلى 78٪. النهج الأكثر تقدما، المراقبة على أساس الحالة (CBM) المعززة من خلال التعرف على أنماط الذكاء الاصطناعي ، يمكن أن يحقق انخفاضًا بنسبة 86% في أوقات التوقف غير المخطط لها من خلال اكتشاف التحولات الدقيقة في الأداء قبل أسابيع من حدوث الفشل. ل مورد آلة الخراطة العموديةs التوصية ببرامج الصيانة لعملائها، توفر هذه البيانات حالة مقنعة للاستثمار في البنية التحتية لأجهزة الاستشعار على الأجهزة عالية الاستخدام. تقنيات الرصد التنبؤية الرئيسية تحليل الاهتزاز: تكتشف مقاييس التسارع المثبتة على علب المغزل وعلب التروس توقيعات التردد المرتبطة بعيوب المحمل وتآكل التروس وعدم التوازن. عد جزيئات الزيت: تكتشف عدادات الجسيمات المضمنة في خط الإرجاع الهيدروليكي مستويات التلوث المتزايدة التي تسبق فشل المضخة أو الصمام. الrmal imaging: تكشف عمليات التفتيش ربع السنوية لكاميرات الأشعة تحت الحمراء للخزانات الكهربائية عن النقاط الساخنة في التوصيلات قبل أن تتسبب في فشل المحرك أو نشوب حريق. مراقبة التيار المؤازر: إن توجيه تيار القيادة المطلوب لتحريك كل محور بسرعة ثابتة يكشف عن زيادة الاحتكاك أو رد الفعل العكسي في الحزوز الدليلية والبراغي الكروية. حول Hongjia CNC: شريك التصنيع والصيانة بدأت شركة Ningbo Hongjia CNC Technology Co., Ltd. عملياتها في عام 2006 وتم تأسيسها رسميًا في عام 2018. يقع مقرها في منطقة Qianwan الجديدة بمدينة Ningbo بمقاطعة Zhejiang - داخل الجناح الجنوبي للمنطقة الاقتصادية لدلتا نهر اليانغتسى في الصين - تعد Hongjia CNC مؤسسة متكاملة رأسيًا متخصصة في البحث والتطوير والإنتاج والمبيعات لمعدات قطع المعادن CNC. كذوي خبرة الصين الشركة المصنعة للمخرطة العمودية و مورد آلة الخراطة العمودية ، تصمم الشركة أجهزتها مع إمكانية الوصول إلى الصيانة كأولوية هندسية أساسية: مجمعات التشحيم المركزية، ولوحات الفحص التي يمكن الوصول إليها، وأنظمة التشخيص المدمجة باستخدام الحاسب الآلي التي تعرض تذكيرات الصيانة مباشرة على وحدة التحكم HMI. يمتد نطاق منتجات Hongjia CNC إلى نطاق صغير مركز الدوران العموديs مناسبة للأجزاء الدقيقة ذات الدفعة المتوسطة حتى التنسيق الكبير مخرطة عمودية مزدوجة العمودs مصممة لمكونات طاقة الرياح والتعدين وبناء السفن. بغض النظر عن حجم الماكينة أو التطبيق، تنطبق مبادئ الصيانة الموضحة في هذا الدليل بشكل متسق عبر مجموعة المنتجات الكاملة. يقدم فريق الخدمة الفنية بالشركة دعم التشغيل في الموقع وخدمات الفحص الدوري والمساعدة التشخيصية عن بعد للعملاء في جميع أنحاء آسيا وأوروبا والأمريكتين. الأسئلة المتداولة س1. كم مرة يجب عليّ تغيير الزيت الهيدروليكي في المخرطة العمودية CNC؟ هيدروليكي oil should be replaced every 2000 ساعة تشغيل أو سنويًا، أيهما يأتي أولاً. قم بإجراء عينة تحليل الزيت على فترات كل 1000 ساعة للكشف عن التلوث أو التدهور المبكر قبل الوصول إلى فترة التغيير الكاملة. س2. ما الذي يسبب الاهتزاز المفرط في آلة الخراطة العمودية أثناء القطع؟ تشمل الأسباب الشائعة محامل المغزل البالية، أو تثبيت حامل الأدوات بشكل فضفاض، أو عدم توازن قطعة العمل، أو عدم كفاية ضغط تثبيت الطاولة، أو تدهور أسطح التوجيه. ابدأ التشخيص بقراءات درجة حرارة واهتزاز محمل المغزل قبل فحص الأنظمة الفرعية الأخرى. س3. كيف يمكنني التحقق من الدقة الهندسية للمخرطة العمودية ذات العمود المزدوج؟ استخدم مقياسًا دقيقًا مثبتًا على الكبش أو السكة المتقاطعة لقياس جريان سطح الطاولة، وجريان وجه المغزل، واستقامة التوجيه. قارن القراءات بشهادة فحص المصنع الأصلية. يجب إجراء الفحوصات شهريًا ودائمًا بعد أي تصادم أو إصلاح كبير. س 4. ما هو إجراء الإحماء الموصى به للمخرطة العمودية للخدمة الشاقة؟ تشغيل المغزل في 10-20% من السرعة القصوى لمدة 10-15 دقيقة قبل التشغيل بالحمولة الكاملة. وهذا يسمح للزيت بالتوزيع عبر جميع نقاط التشحيم ويتيح استقرار خلوص المحامل حراريًا، مما يقلل من مخاطر الأخطاء الحرارية في قطع العمل الأولى في الوردية. س5. ما هي المدة التي تدوم فيها محامل المغزل عادةً في مركز الخراطة العمودي CNC؟ مع التشحيم المناسب وإدارة الأحمال، يمكن أن تدوم محامل المغزل الدقيقة 15.000-25.000 ساعة تشغيل . في تطبيقات الخدمة الشاقة ذات أقطار قطع العمل الكبيرة ودورات التخشين القوية، قد يتم ضغط هذا النطاق إلى 8000-12000 ساعة. يوفر اتجاه الاهتزاز أول إشارة إلى نهاية عمر المحمل. س6. هل يمكنني استخدام أي نوع من سائل التبريد في آلة الخراطة والطحن العمودية؟ استخدم المبردات شبه الاصطناعية أو الاصطناعية القابلة للامتزاج بالماء من الموردين ذوي السمعة الطيبة الذين يستوفون مواصفات الشركة المصنعة للجهاز. قد يؤدي خلط أنواع مختلفة من سائل التبريد إلى عدم استقرار المستحلب وتسريع نمو البكتيريا. راجع دائمًا دليل الماكينة أو دليل الشركة المصنعة للمخرطة العمودية لدرجات التبريد المعتمدة.
أ آلة الخراطة والطحن الدقيقة عالية السرعة يجمع بين وظائف الخراطة والطحن في منصة واحدة، مما يتيح للمصنعين إكمال الأجزاء المعقدة في إعداد واحد دون تغيير موضع قطع العمل. يؤدي هذا إلى تقليل وقت الدورة بشكل كبير، ويقلل معدلات الخردة، ويحسن دقة الأبعاد عبر الصناعات بما في ذلك الطيران والأجهزة الطبية والسيارات والطاقة. سواء كنت تقوم بتقييم أ مركز مطحنة CNC لأول مرة أو لترقية خط الإنتاج الحالي لديك، يقدم هذا الدليل العمق الفني والبصيرة العملية التي تحتاجها لاتخاذ قرار مستنير. تأسست شركة Ningbo Hongjia CNC Technology Co., Ltd. في عام 2006 وتم تأسيسها رسميًا في عام 2018، ويقع مقرها الرئيسي في منطقة Qianwan الجديدة بمدينة Ningbo بمقاطعة Zhejiang - وهو موقع استراتيجي داخل المنطقة الاقتصادية لدلتا نهر اليانغتسى في الصين. كشركة مصنعة متخصصة في آلات الخراطة والطحن ذات المغزل المزدوج وأنظمة الدوران والطحن الكهربائية عالية السرعة، توفر Hongjia CNC أكثر من عقد من الخبرة الهندسية لكل آلة تنتجها. يعتمد هذا الدليل على بيانات الإنتاج الواقعية ومعايير الصناعة لمساعدتك على فهم التكنولوجيا من الداخل والخارج. ما هو الخراطة والطحن باستخدام الحاسب الآلي؟ إجابة مباشرة الخراطة والطحن باستخدام الحاسب الآلي هي أ عملية تصنيع متعددة المهام حيث تقوم آلة يتم التحكم فيها رقميًا بواسطة الكمبيوتر في وقت واحد أو بشكل متسلسل بتنفيذ كل من القطع الدوراني (الخراطة) والقطع متعدد المحاور (الطحن) على قطعة عمل واحدة. تتطلب الآلات التقليدية جهازين منفصلين وإعدادين؛ أ آلة الخراطة والطحن باستخدام الحاسب الآلي يدمج ذلك في عملية تلقائية واحدة، مما يؤدي إلى القضاء على أخطاء إعادة الرمي وتقليل إجمالي وقت الإنتاج بنسبة تصل إلى 60% في سيناريوهات الأجزاء المعقدة. أثناء الدوران، تدور قطعة الشغل مقابل أداة القطع الثابتة لإنتاج أشكال أسطوانية، وأخاديد، وخيوط، وتناقص تدريجي. في الطحن، تتحرك أداة دوارة على طول محاور متعددة لقطع المسطحات والجيوب والفتحات والأسطح المحددة. أ آلة مطحنة الدوران يدمج كلتا الحركتين - عادةً على محور C أو محور Y مشترك - مما يسمح بتشكيل ميزات مثل الثقوب البعيدة عن المركز، وممرات المفاتيح، والوجوه الزاوية، والخيوط الحلزونية دون إزالة الجزء من ظرف الظرف. تقليل وقت الإعداد: التقليدية مقابل مطحنة CNC (دقائق لكل جزء) رمح بسيط جسم الصمام المكره زرع جراحي 180 290 350 400 70 110 130 155 الإعداد التقليدي المتعدد مركز مطحنة CNC يقارن الرسم البياني أعلاه إجمالي دقائق الإعداد لكل نوع جزء بين الأساليب التقليدية للآلات المتعددة ومركز CNC Turn-Mill. بالنسبة للمكونات المعقدة مثل الغرسات الجراحية، تعمل منصة الخراطة والطحن المدمجة على تقليل وقت الإعداد من 400 دقيقة إلى 155 دقيقة تقريبًا - وهو تحسن بنسبة 61%. عبر جميع أنواع الأجزاء المعروضة، يوفر مركز مركز تورن ميل باستمرار أكثر من 50% من الوقت، وهو ما يترجم مباشرة إلى إنتاجية أعلى وتكلفة أقل لكل وحدة. تتضاعف هذه الميزة الزمنية على نطاق واسع: حيث يوفر المصنع الذي ينتج 500 غرسة شهريًا أكثر من 120,000 دقيقة إعداد سنويًا. التقنيات الأساسية داخل آلة CNC عالية السرعة حديث ماكينات CNC عالية السرعة مبنية على مجموعة من التقنيات المترابطة التي يساهم كل منها في الدقة والسرعة والموثوقية. يساعدك فهم هذه المكونات على تقييم المواصفات بذكاء بدلاً من الاعتماد على ادعاءات التسويق وحدها. أنظمة المغزل الكهربائية عالية السرعة المغزل هو قلب أي آلة تحول وطحن المغزل الكهربائية عالية السرعة . تقوم المغازل الكهربائية (وتسمى أيضًا المغازل الآلية أو المغازل الحركية المتكاملة) بدمج المحرك مباشرة داخل مبيت المغزل، مما يؤدي إلى التخلص من محركات الحزام وقطارات التروس. يحقق هذا التصميم سرعات دوران تتراوح من 6,000 دورة في الدقيقة إلى أكثر من 40,000 دورة في الدقيقة مع عدم وجود رد فعل عكسي تقريبًا، واستقرار حراري فائق، واهتزاز أقل بشكل كبير. في Hongjia CNC، تتم موازنة مجموعات المغزل الكهربائية بدقة وفقًا لدرجة ISO 1940 G1، مما يضمن بقاء التشطيبات السطحية على الفولاذ المقسى أقل من Ra 0.4 ميكرومتر حتى عند السرعات القصوى. يعد نظام التحميل المسبق للمغزل أمرًا بالغ الأهمية بنفس القدر. تتحمل محامل الكرات الخزفية ذات التلامس الزاوي كلاً من الأحمال الشعاعية والمحورية أثناء التشغيل بقيم DN عالية (قطر التجويف × دورة في الدقيقة)، مما يجعلها معيار الصناعة عالية السرعة المغزل CNC التطبيقات. تستخدم شركة Hongjia CNC دوائر تشحيم الزيت والهواء للحفاظ على درجة حرارة التحمل في حدود ±2 درجة مئوية من درجة حرارة التشغيل المستهدفة، مما يمنع التمدد الحراري الذي قد يؤدي إلى الإضرار بدقة تحديد المواقع على مدار فترات الإنتاج الطويلة. محركات المؤازرة الخطية ودقة تحديد المواقع تعتمد معدات التصنيع الدقيقة على محاور مؤازرة خطية يمكن وضعها بقابلية تكرار أقل من 2 ميكرومتر. تعد اللوالب الكروية ذات الصواميل المزدوجة المحملة مسبقًا هي المعيار، على الرغم من استخدام المحركات الخطية ذات الدفع المباشر بشكل متزايد في الآلات المتميزة للتخلص من رد الفعل العكسي تمامًا. تعمل أنظمة ردود الفعل ذات المقياس الزجاجي ذات الحلقة المغلقة على مقارنة الوضع المسيطر بشكل مستمر مع الموضع الفعلي، وتصحيح الانحرافات في الوقت الفعلي. نموذجي مركز التصنيع باستخدام الحاسب الآلي بفضل ردود الفعل ذات المقياس الخطي، تحقق دقة تحديد الموضع بمقدار ±0.002 مم وقابلية تكرار بمقدار ±0.001 مم - وهي أرقام ضرورية عند تصنيع أدوات التثبيت الفضائية شديدة التحمل أو تجاويف زراعة العظام. أنظمة التحكم CNC وتكامل التصنيع الذكي التصنيع الذكي باستخدام الحاسب الآلي يمتد إلى ما هو أبعد من الأجهزة. تدعم وحدات التحكم CNC الحديثة FأNUC، أو Siemens، أو الأنظمة الخاصة المدعومة بالذكاء الاصطناعي والتي تعمل على تحسين معدلات التغذية، واكتشاف تآكل الأداة من خلال تحليل توقيع الاهتزاز، وتوصيل بيانات الإنتاج إلى MES (أنظمة تنفيذ التصنيع) في المصنع عبر بروتوكولات OPC-Uأ أو MTConnect. تدمج شركة Hongjia CNC المنطق القابل للبرمجة لدورات قياس قطع العمل الأوتوماتيكية - يقيس مسبار المغزل كل جزء بعد المعالجة ويكتب الإزاحات التصحيحية إذا انحرفت الأبعاد عن التسامح، مما يحقق التحكم في أبعاد الحلقة المغلقة دون تدخل المشغل. مقارنة دقة تحديد المواقع حسب نوع الجهاز (ميكرومتر) 5 10 15 20 خطأ في تحديد الموضع (ميكرومتر) - الأقل هو الأفضل 18 ميكرون مخرطة تقليدية 8 ميكرون CNC قياسي 3 ميكرون Turn-Mill Center 1.5 ميكرومتر عمود كهربائي عالي السرعة يوضح هذا المخطط الشريطي الأفقي خطأ تحديد الموضع بالميكرومتر عبر أربع فئات من الماكينات. تنتج المخرطة التقليدية ما يصل إلى 18 ميكرومترًا من الأخطاء الموضعية - وهي مقبولة للخراطة الخشنة ولكنها خشنة للغاية بالنسبة للتطبيقات الفضائية أو الطبية. تعمل آلة الخراطة والطحن ذات المغزل الكهربائي عالية السرعة على تقليل ذلك إلى 1.5 ميكرومتر فقط، مما يتيح التفاوتات التي قد تتطلب عمليات طحن باهظة الثمن. يوضح التحسن الكبير بين CNC القياسي ومركز Turn-Mill المخصص (8 ميكرومتر مقابل 3 ميكرومتر) سبب تحول العديد من الشركات المصنعة الدقيقة إلى منصات متكاملة. بالنسبة للصناعات التي يمكن أن يتسبب فيها انحراف ميكرون واحد في رفض الأجزاء، فإن الاستثمار في آلة عالية الدقة يؤتي ثماره بسرعة من خلال تقليل تكاليف الخردة وإعادة العمل. الخراطة والطحن ثنائي المغزل: مضاعف الإنتاج أ آلة الخراطة والطحن ذات المغزل المزدوج يحتوي على مغزلين مستقلين - عادة مغزل رئيسي ومغزل فرعي - يمكن أن يعملا في وقت واحد أو في تسلسل تسليم متزامن. تُعد هذه البنية مُضاعِفًا للإنتاج نظرًا لأن عمود الدوران الفرعي يمكنه التقاط جزء تم إكماله على عمود الدوران الرئيسي، وتصنيع ميزات الجزء الخلفي منه بينما يبدأ عمود الدوران الرئيسي في التفريغ التالي، ثم إخراج الجزء النهائي - كل ذلك بدون تدخل يدوي أو تغيير موضع. أ آلة الطحن والخراطة المشتركة ذات المغزل المزدوج ويأخذ ذلك إلى أبعد من ذلك من خلال اقتران المغزلين ميكانيكيًا أو إلكترونيًا للقطع المزدوج المتزامن، وهو أمر ذو قيمة خاصة لإنتاج مكونات متناظرة مثل الأعمدة ذات النهاية المزدوجة، أو أجزاء صورة المرآة، أو التجميعات الدوارة المتوازنة. في إنتاج عمود الحدبات في السيارات، على سبيل المثال، يؤدي الدوران المتزامن المزدوج إلى تقليل إجمالي وقت الدورة بنسبة 45% مقارنة بالتدوير المتسلسل أحادي المغزل، مع تحسين التركيز في نفس الوقت لأنه يتم تشكيل كلا الطرفين في غلاف حراري واحد. الجدول 1: مقاييس أداء المطحنة المفردة مقابل المغزل المزدوج متري مطحنة دوارة أحادية المغزل مطحنة دوارة مزدوجة المغزل Op-2 بالقطع الخلفي إعادة تشاك يدويا أutomatic sub-spindle transfer وقت الدورة (الجزء المعقد) ~18 دقيقة ~10 دقيقة خطأ في إعادة الرمي ±15-30 ميكرومتر ±0 ميكرومتر (بدون إعادة ظرف) متطلبات المشغل 1 مشغل/آلة 1 مشغل / 3-4 آلات محطات الأدوات 12-16 24-36 البصمة الأرضية ~6 م² ~10-13 مترًا مربعًا يسلط الجدول أعلاه الضوء على السبب الذي يجعل الشركات المصنعة الرائدة في مجال إنتاج الأجزاء الدقيقة ذات الحجم الكبير تختار تكوينات عمود الدوران المزدوج على الرغم من المساحة الأرضية الأكبر. عندما يتمكن مشغل واحد من الإشراف على ثلاث أو أربع آلات مستقلة، تنخفض تكلفة العمالة لكل قطعة بشكل حاد. يعد التخلص من خطأ إعادة الرمي أمرًا مهمًا أيضًا: في الأجزاء الطبية من التصنيع باستخدام الحاسب الآلي، يمكن أن تؤدي أخطاء إعادة التموضع حتى 20 ميكرومتر إلى عدم تطابق التجويف في غرسات العظام، مما يؤدي إلى تقارير عدم مطابقة مكلفة. تطبيقات الصناعة: حيث توفر معدات التصنيع الدقيقة القيمة الأكبر معدات التصنيع باستخدام الحاسب الآلي الصناعية يتم نشر مجموعة متنوعة من الخراطة والطحن عبر مجموعة واسعة من الصناعات. ومع ذلك، تستفيد قطاعات معينة بشكل كبير من الجمع بين السرعة والدقة والأتمتة التي توفرها هذه الآلات. ماكينة CNC لقطع غيار الطيران أerospace components — engine turbine blades, landing gear actuator shafts, fuel system valves, and structural brackets — demand tolerances measured in single-digit micrometers, alongside material certifications for titanium alloys (Ti-6Al-4V), Inconel 718, and aerospace-grade aluminum. A آلة مطحنة الدوران ذات 5 محاور مناسب بشكل خاص هنا لأنه يمكن أن يقحم المحور B (الرأس المائل) أو المحور C (الطاولة الدوارة) في وقت واحد مع X وY وZ والمغزل الدوراني، مما ينتج ميزات معقدة للجنيح المتجاور في مشبك واحد. في إحدى دراسات الحالة الموثقة المتعلقة بالفضاء، أدى التحول من مركز تصنيع ثلاثي المحاور بالإضافة إلى مخرطة منفصلة إلى مركز تشغيل خماسي المحاور إلى تقليل عدد الإعدادات من سبعة إلى واحد، مما أدى إلى تقليل إجمالي وقت المعالجة بنسبة 68% وتقليل تكاليف التركيبات بأكثر من 40%. تصنيع الأجزاء الطبية باستخدام الحاسب الآلي تصنيع الأجزاء الطبية باستخدام الحاسب الآلي المتطلبات هي من بين الأكثر تطلبا في التصنيع. يجب أن تستوفي مسامير العظام، وزراعة الأسنان، والأقفاص الشوكية، وسيقان الورك معايير إدارة الجودة ISO 13485، ومواصفات المواد ASTM للتيتانيوم الجراحي والكروم والكوبالت، ومتطلبات تشطيب السطح غالبًا ما تكون أقل من Ra 0.2 ميكرومتر. تعالج آلة الخراطة والطحن الدقيقة عالية السرعة جميع الأبعاد الثلاثة في وقت واحد. تم استخدام آلات Hongjia CNC في إنتاج مثبتات عظمية دقيقة بخطوات ملولبة تبلغ 0.35 مم، مع الحفاظ على دقة خطوة في نطاق ± 0.003 مم عبر دفعات الإنتاج المكونة من 10000 جزء - وهو مستوى من الاتساق لا يمكن أن تحققه عمليات التلميع اليدوية والفحص اليدوي بشكل موثوق. أutomotive and Energy Sector Components في صناعة السيارات أ ماكينة CNC متعددة المهام يتعامل مع مجلات العمود المرفقي، وفراغات تروس ناقل الحركة، وتروس رف التوجيه، وعجلات ضاغط الشاحن التوربيني - الأجزاء التي تجمع بين الأقطار المحولة مع الحفر المتقاطعة المطحونة أو مجاري المفاتيح. يتطلب قطاع الطاقة قدرات CNC Lathe Milling Machine لمكونات الحفر في قاع البئر، وأجسام الصمامات تحت سطح البحر، وأعمدة الدوار لتوربينات الغاز، حيث تكون أحجام الدفعات أصغر ولكن تعقيد الأجزاء وصلابة المواد تدفع حدود الآلات التقليدية. معدل اعتماد المصانع التحويلية حسب الصناعة (مسح الصناعة لعام 2024، %) 78% أerospace 71% طبي 63% أutomotive 54% الطاقة 39% إلكترونيات النسبة المئوية للمصنعين الذين يستخدمون تقنية Turn-Mill (٪) استنادًا إلى استطلاع الصناعة لعام 2024 الذي شمل أكثر من 1200 مصنع عبر خمسة قطاعات، يتصدر قطاع الطيران اعتماد Turn-Mill بنسبة 78%، مدفوعًا بقدرة التكنولوجيا على التعامل مع الأشكال الهندسية المعقدة في السبائك الغريبة بأقل قدر من الإعدادات. ويتبع مصنعو الأجهزة الطبية ذلك بنسبة 71%، مما يعكس المتطلبات التنظيمية الصارمة لتتبع الأبعاد وسلامة السطح. يتزايد اعتماد السيارات بنسبة 63% بسرعة حيث تقدم مكونات مجموعة نقل الحركة في السيارة الكهربائية متطلبات تعقيد جديدة لا تستطيع الآلات ذات العملية الواحدة معالجتها بكفاءة. ويعكس اعتماد قطاع الإلكترونيات بنسبة 39% أحجام أجزاء أصغر تسمح في بعض الأحيان بعمليات دقيقة بديلة، على الرغم من أن تطبيقات الآلات الدقيقة تنتقل بشكل متزايد إلى منصات CNC Turn-Mill مع تسارع تصغير الميزات. المواصفات الأساسية التي يجب تقييمها عند اختيار مركز مطحنة CNC اختيار الحق مركز مطحنة CNC يتطلب تقييم المواصفات عبر الأبعاد الميكانيكية والكهربائية والبرمجيات. المعلمات التالية هي الأكثر أهمية لاتخاذ قرارات الإنتاج. نطاق سرعة المغزل: بالنسبة لتصنيع الفولاذ والحديد الزهر للأغراض العامة، فإن 4000-8000 دورة في الدقيقة كافية. بالنسبة لسبائك الألومنيوم والمعادن غير الحديدية وتمريرات التشطيب من التيتانيوم الطبي، يلزم استخدام CNC عالي السرعة للمغزل يصل إلى 12000-40000 دورة في الدقيقة لتحقيق أهداف تحميل الرقاقة وإنهاء السطح التي حددتها معايير DIN/ISO. الحد الأقصى لقطر الدوران والطول: تحديد الحد الأقصى لمغلف الشغل. النطاقات المشتركة هي 100-500 ملم وقطرها 300-1500 ملم بين المراكز. إن زيادة حجم الماكينة لعائلات الأجزاء النموذجية يؤدي إلى إهدار المساحة الأرضية والطاقة؛ يحد الحجم الصغير من نطاق المنتج المستقبلي. السكتة الدماغية على المحور Y: يتيح المحور Y لأدوات الطحن العمل خارج الخط المركزي لعمود الدوران، مما يتيح ميزات مثل التجاويف البعيدة عن المركز، والطحن متعدد الأوجه، والدوران اللامركزي. تعتبر ضربة المحور Y التي تبلغ ± 50 مم قياسية؛ يتوفر ± 80 مم أو أكثر في الأجهزة الأكبر حجمًا للميزات المنشورية المعقدة. عدد المحاور التي يتم التحكم فيها: تقدم مراكز المطاحن المبتدئة 4 محاور (X، Z، C، Y)؛ توفر الماكينات المتقدمة 6-9 محاور بما في ذلك إمالة المحور B والمحور C ثنائي المغزل المتزامن، مما يتيح إمكانية المعالجة المتزامنة الكاملة لخمسة محاور. سعة برج الأداة وقوة الأداة الحية: أ 12-station VDI turret with 5 kW live tools is the practical minimum for serious milling operations. Higher-end configurations offer 24–36 stations with BMT (Base Mounted Tooling) interfaces and 7–12 kW live tool motors for heavy-duty interrupted milling in Inconel or hardened steel. نظام التعويض الحراري: أll تحول CNC عالي الدقة تواجه الآلات نموًا حراريًا أثناء التشغيل. ابحث عن الماكينات التي تحتوي على خوارزميات التعويض الحراري ثلاثية المحاور التي تراقب درجات حرارة المغزل والمحور عبر أجهزة الاستشعار المدمجة وتطبق تصحيحات موضعية في الوقت الفعلي للحفاظ على الدقة عبر عمليات الإنتاج ذات التحول الكامل. توافق وحدة التغذية الشريطية ووحدة التقاط الأجزاء: بالنسبة للإنتاج غير المراقب، تأكد من سعة شريط الماكينة (قطرها عادةً 38-80 مم) وما إذا كان المغزل الفرعي يحتوي على أداة التقاط أجزاء مدمجة أو واجهة ناقل تسمح بتشغيل الأضواء لمدة 8-16 ساعة. الرادار: ملف تعريف قدرة ماكينة الطحن حسب قطاع التطبيق السرعة الدقة أutomation التعقيد الحجم نطاق المواد عمود كهربائي عالي السرعة Turn-Mill CNC قياسي Turn-Mill يقارن هذا المخطط الراداري بين آلة الخراطة والطحن ذات المغزل الكهربائي عالية السرعة وبين مطحنة CNC القياسية عبر ستة أبعاد للقدرة. سجلت منصة المغزل الكهربائية درجات أعلى بشكل ملحوظ في السرعة (95 مقابل 65)، والدقة (92 مقابل 72)، والتعامل مع التعقيد (90 مقابل 68)، مما يعكس مزايا الأجهزة الأساسية لمغازل المحرك المتكاملة ومحاور الدفع المباشر. تعكس درجات الأتمتة (85 مقابل 60) تكامل فحص الحلقة المغلقة، والقياس التلقائي لطول الأداة، واتصال MES الذي يميز الآلات المتميزة. بُعد الحجم (80 مقابل 70) أقرب لأن كلا النظامين يمكنهما الحفاظ على إنتاج عالي الوتيرة؛ تتقدم آلة المغزل الكهربائية للأمام من خلال تقليل وقت التوقف عن العمل من خوارزميات الصيانة التنبؤية. يؤكد نطاق المواد (88 مقابل 65) على أن المنصات عالية السرعة تفتح المجال أمام الآلات غير الحديدية والتيتانيوم والمركبة التي لا تستطيع الآلات ذات السرعة المنخفضة معالجتها بكفاءة. الإنتاجية وعائد الاستثمار: أرقام حقيقية وراء التكنولوجيا الاستثمار في معدات الآلات الدقيقة يتطلب هذا المستوى فهمًا واضحًا لمكاسب الإنتاجية وتخفيضات التكلفة التي تبرر الإنفاق الرأسمالي. حساب العائد على الاستثمار ل آلة الخراطة والطحن الدقيقة عالية السرعة يتم تحفيزها من خلال أربع روافع أساسية: تقليل وقت الدورة، وتحسين معدل الخردة، وإعادة توزيع العمالة، وتوحيد المساحة الأرضية. في حالة موثقة تتضمن ورشة تصنيع تعاقدية تنتج تركيبات هيدروليكية من الفولاذ المقاوم للصدأ، تنتقل من ثلاث آلات منفصلة (مكبس حفر ثانوي لمركز تصنيع المخرطة) إلى ماكينة واحدة آلة الطحن والخراطة المشتركة ذات المغزل المزدوج أنتجت النتائج القابلة للقياس التالية: انخفض وقت الدورة من 22 دقيقة إلى 9 دقائق لكل جزء؛ وانخفض معدل الخردة من 3.8% إلى 0.6%؛ انخفض عدد العاملين في خط الإنتاج من 3 إلى 1؛ وانخفضت المساحة الأرضية المخصصة للمنتج من 24 مترًا مربعًا إلى 11 مترًا مربعًا. مع حجم إنتاج يصل إلى 4000 قطعة شهريًا، بلغ إجمالي التوفير حوالي 38000 دولار أمريكي شهريًا - مما يدل على الاسترداد في غضون 18-24 شهرًا لآلة من هذه الفئة. نمو الإنتاج الشهري بعد اعتماد مطحنة CNC (الوحدات × 100) 0 1000 2000 3000 4000 م1 م2 م3 م4 م5 م6 م7 م8 م9 م10 تم تركيب الآلة قبل الترقية أfter Turn-Mill Adoption يتتبع المخطط الخطي إنتاج الإنتاج الشهري (وحدات × 100) في منشأة تصنيع تمثيلية على مدار 10 أشهر، مع تركيب ماكينة Turn-Mill في الشهر الخامس. قبل الترقية، كان الإنتاج يتراوح بشكل ثابت بين 1100 و1250 وحدة — وهو مستوى ثابت ناجم عن اختناقات الآلات المتعددة وتأخيرات إعادة الرمي اليدوية. بعد التثبيت وتكثيف تدريب المشغلين لمدة شهر واحد (الشهر السادس)، ارتفع الإنتاج بشكل حاد، حيث وصل إلى 3400 وحدة بحلول الشهر العاشر - بزيادة قدرها 183%. يعد منحنى النمو هذا نموذجيًا للمرافق التي تنتقل من الخلايا المجزأة متعددة الآلات إلى منصات CNC Turn-Mill المتكاملة، وهو يفسر سبب قيام الشركات المصنعة عبر قطاعات الطيران والطب والسيارات بتسريع استثماراتها في هذه الفئة التكنولوجية. ويوضح ثبات الأداء قبل الشهر الخامس أيضاً التكلفة الخفية للركود: قيود القدرة غير المرئية إلى أن تضيء آلة متفوقة هذه الفجوة. أدوات القطع، ومسك العمل، واستراتيجيات التبريد لعمليات مطحنة الدوران الآلة نفسها ليست سوى عنصر واحد من عملية الطاحونة الناجحة. إن اختيار أداة القطع، وصلابة العمل، واستراتيجية توصيل سائل التبريد لها تأثير مباشر وقابل للقياس على جودة السطح، وعمر الأداة، ووقت الدورة. يساعد فهم هذه العناصر على زيادة العائد على أ ماكينة CNC عالية السرعة الاستثمار. مواد أداة القطع وهندستها لعمليات الخراطة بسرعات دوران عالية، تعد إدراجات الكربيد المطلية بطبقات PVD (ترسيب البخار الفيزيائي) المتقدمة مثل AlTiN أو TiAlN هي المعيار القياسي. تتحمل هذه الطلاءات درجات حرارة القطع التي تصل إلى 900 درجة مئوية مع الحفاظ على صلابة الحافة، مما يتيح عملية التشحيم الجاف أو بكمية قليلة (MQL) لتصنيع الألمنيوم والتيتانيوم والفولاذ المتصلب. بالنسبة لعمليات الطحن على نفس الآلة، تعمل المطاحن الطرفية المصنوعة من الكربيد الصلب المزودة بـ 4-6 مزامير وأشكال هندسية حلزونية متغيرة على تقليل التشويش في ميزات الجدران الرقيقة، وهو تحدٍ شائع في تصنيع الأضلاع الفضائية. يتم استخدام أدوات القطع الخزفية بشكل متزايد للتشطيب عالي السرعة لسبائك النيكل الفائقة، وتحقيق تشطيبات سطحية أقل من Ra 0.4 ميكرومتر بسرعات قطع تتراوح بين 300-600 م/دقيقة حيث يتآكل الكربيد التقليدي في غضون دقائق. عقد العمل للعمليات المشتركة يجب أن يوفر الحفاظ على العمل في بيئة الطاحونة الدوارة في نفس الوقت قوة التثبيت المطلوبة لقطع الخراطة القوية والتوجيه الزاوي الدقيق المطلوب لعمليات الطحن. تعمل ظرف الظرف الهيدروليكي مع حركة السحب للخلف على تقليل الإزاحة المحورية أثناء التثبيت، بينما تسمح أنظمة تغيير ظرف الظرف الهوائي بإعادة تشكيل الفك بسرعة دون إزالة جسم ظرف الظرف. بالنسبة للتطبيقات التي يتم تغذيتها بالقضبان، تدعم البطانات التوجيهية - سواء الثابتة أو الدوارة - قطع العمل الطويلة الرفيعة ضد الانحراف أثناء الحفر العميق أو اللولبة، مما يتيح نسب قطر إلى طول تصل إلى 1:12 مع الحفاظ على الاستقامة في حدود 0.01 مم. سائل التبريد عالي الضغط والتسليم من خلال الأداة تؤثر استراتيجية المبرد بشكل كبير على عمر الأداة وإخلاء الرقاقة في عمليات طاحونة الدوران. يعمل توصيل سائل التبريد عالي الضغط عبر عمود الدوران عند 70-140 بار على توجيه سائل التبريد بدقة إلى منطقة القطع، مما يقلل من درجة حرارة الأداة بنسبة تصل إلى 40% مقارنةً بسائل التبريد الفيضاني ويطيل عمر الإدخال بنسبة 50-80%. في عمليات الحفر العميق على المغزل الفرعي، لا يكون سائل التبريد عالي الضغط من خلال الأداة اختياريًا - فهو الآلية الأساسية لكسر الرقائق والإخلاء في الثقوب بنسب L:D أعلى من 5:1. بالنسبة للأجزاء الطبية والفضائية حيث يكون التحكم في التلوث أمرًا بالغ الأهمية، يمكن لأنظمة التشحيم ذات الكمية الدنيا (MQL) التي توفر 10-50 مل / ساعة من زيت القطع النباتي أن تحل محل مبرد الفيضانات بالكامل، مما يزيل تكاليف التخلص من نفايات المبرد ويلبي متطلبات الامتثال البيئي الصارمة. الجدول 2: مقارنة استراتيجية المبرد لتطبيقات Turn-Mill طريقة التبريد الضغط تمديد عمر الأداة أفضل ل مبرد الفيضانات 2-8 بار خط الأساس الفولاذ/الحديد الزهر للأغراض العامة أداة الضغط العالي من خلال 70-140 بار 50-80% التيتانيوم، الإنكونيل، التجاويف العميقة MQL (الحد الأدنى للكمية. التشحيم) 5-10 بار (الهواء) 20-40% أluminum, medical/cleanroom المبردة (LN₂/CO₂) يختلف 100-200% الفولاذ المقسى، والسبائك الفائقة التصنيع الذكي باستخدام الحاسب الآلي: الاتصال والبيانات ومستقبل آلات المطاحن الدوارة الأكثر تقدما التصنيع الذكي باستخدام الحاسب الآلي تتعامل البيئات مع الأجهزة الفردية كعقد في مصنع رقمي متصل. تتدفق البيانات من أجهزة استشعار الماكينة عبر أجهزة الحوسبة الطرفية إلى منصات ذكاء التصنيع المركزية، مما يتيح الصيانة التنبؤية ومراقبة OEE (الفعالية الإجمالية للمعدات) في الوقت الفعلي والتحكم التكيفي في العمليات وهو أمر مستحيل مع الأجهزة المستقلة. يمكن لبصمات اهتزاز المغزل، التي يتم تحليلها من خلال خوارزميات تحويل فورييه السريع (FFT)، اكتشاف كسر الأداة في غضون 2 مللي ثانية - أسرع مما يمكن أن يتفاعل معه المشغل البشري - وسحب الأداة تلقائيًا وتنبيه نظام التحكم قبل حدوث تصادم كارثي. تقوم خوارزميات المراقبة الحالية على محركات الأقراص المؤازرة بتتبع حمل المحور بمرور الوقت، مما يحدد التدهور التدريجي للمحمل أو فقدان التحميل المسبق للكرة اللولبية قبل أسابيع من ظهوره كخطأ في تحديد الموقع. تعمل هذه القدرات التنبؤية على تقليل وقت التوقف عن العمل غير المخطط له بنسبة 30-50% في عمليات النشر الصناعية الموثقة، مما يؤدي إلى استعادة مئات ساعات الإنتاج سنويًا لكل جهاز. تقوم شركة Hongjia CNC بدمج واجهات بيانات البروتوكول المفتوح في نظامها معدات التصنيع باستخدام الحاسب الآلي الصناعية ، ودعم MTConnect وOPC-UA خارج الصندوق. يتيح ذلك للعملاء الاتصال بأي نظام SCADA أو MES أو ERP بدون برامج وسيطة خاصة، مما يقلل تكاليف التكامل ويحافظ على ملكية البيانات. مع نضوج تكنولوجيا التوأم الرقمي، سيكون المصنعون قادرين على محاكاة عمليات التصنيع الكاملة - بما في ذلك السلوك الحراري، وأنماط الاهتزاز، وتشكيل الرقائق - قبل قطع الجزء الأول من الآلة المادية، مما يزيد من ضغط دورات التطوير ويقلل الخردة عند تقديم المنتجات الجديدة. تحسين OEE بمرور الوقت: منصة CNC التقليدية مقابل منصة الطاحونة الذكية (%) 40 55 70 85 100 65% 73% 80% 86% 90% س0 س1 س2 س3 س 4 س5 التصنيع باستخدام الحاسب الآلي التقليدي OEE الطاحونة الدوارة الذكية OEE يقيس OEE (الفعالية الإجمالية للمعدات) التأثير المشترك لتوفر الماكينة، ومعدل الأداء، وإنتاجية الجودة، ويتم التعبير عنها كنسبة مئوية واحدة. تصل نسبة استهلاك الطاقة لآلات CNC التقليدية إلى 58% تقريبًا بسبب الأعطال غير المخطط لها، وعدم كفاءة تغيير الأدوات، ودورات الفحص اليدوي التي تستهلك قدرة كبيرة. تتحسن منصة Smart CNC Manufacturing Turn-Mill، التي تبدأ من نفس خط الأساس، بشكل مطرد كل ربع سنة مع نضوج الصيانة التنبؤية، ويطور المشغلون الكفاءة في استخدام برنامج التحكم، ويتم تحسين وصفات العملية من خلال تعليقات بيانات الإنتاج. بحلول الربع الخامس، يصل OEE إلى 90% - وهو المستوى الذي كان يمكن تحقيقه في السابق فقط في بيئات خطوط النقل الآلية للغاية. يمثل هذا التحسن بمقدار 32 نقطة مئوية، المترجم إلى ساعات الإنتاج، 2560 ساعة إضافية من القدرة الإنتاجية سنويًا لآلة واحدة تعمل نوبتين، أي ما يعادل إنتاج أكثر من أداة آلية تقليدية إضافية. أbout Hongjia CNC: Your Partner in Advanced CNC Solutions تأسست شركة Ningbo Hongjia CNC Technology Co., Ltd. في عام 2006 وتم تأسيسها رسميًا ككيان مؤسسي في عام 2018. يقع المقر الرئيسي للشركة في منطقة تشيانوان الجديدة بمدينة نينغبو بمقاطعة تشجيانغ - في الجناح الجنوبي للمنطقة الاقتصادية لدلتا نهر اليانغتسى في الصين - وتحتل الشركة موقعًا مهمًا استراتيجيًا داخل واحدة من أكثر مجموعات التصنيع المتقدمة نشاطًا في العالم. أs a specialized manufacturer of آلات الخراطة والطحن ذات المغزل المزدوج وأنظمة الخراطة والطحن الكهربائية عالية السرعة، تخدم Hongjia CNC العملاء عبر قطاعات الطيران وتصنيع الأجهزة الطبية ومكونات السيارات ومعدات الطاقة. يجمع الفريق الهندسي للشركة بين القدرة العميقة على البحث والتطوير والخبرة الواسعة في التطبيقات على الأرض، مما يمكّن Hongjia CNC من دعم العملاء من خلال التطوير الكامل لعملية التصنيع - بدءًا من مراجعة تصميم الأجزاء وهندسة التركيبات إلى برمجة NC والتحقق من صحة الإنتاج. بفضل القوة التقنية القوية ونظام إدارة الجودة القوي والالتزام بتوفير حلول CNC المتقدمة التي تتكيف مع الاحتياجات المتطورة للتصنيع العالمي، تواصل Hongjia CNC تطوير منصات الخراطة والطحن من الجيل التالي التي تدمج الاتصال الرقمي وتكنولوجيا المغزل الكهربائي عالية السرعة والبنى الحركية متعددة المحاور لمعالجة متطلبات التصنيع الدقيقة الأكثر تحديًا في السوق اليوم. الأسئلة المتداولة س1. ما هو الفرق بين مخرطة CNC ومركز مطحنة CNC؟ أ CNC lathe is designed exclusively for turning operations where the workpiece rotates and a fixed tool removes material to create cylindrical forms. A CNC Turn-Mill Center adds live milling tools mounted in a rotating turret or secondary spindle, allowing milling, drilling, boring, and threading to be performed on the same machine without removing the part. This means features like cross-holes, flat faces, keyways, and complex contours can all be machined in a single setup, significantly reducing positioning errors and total cycle time compared to using separate machines. س2. كيف تعمل آلة الخراطة والطحن ذات المغزل المزدوج على تحسين كفاءة الإنتاج؟ أ dual-spindle machine uses a main spindle to machine the front features of a part while a sub-spindle grips the finished end and automatically machines the back face — all in a single automated cycle. This eliminates the manual re-chucking step that traditional single-spindle lathes require for two-sided parts, cutting cycle time by 40–60%, removing re-positioning errors of 15–30 µm, and enabling one operator to supervise multiple machines simultaneously. The result is higher throughput, tighter dimensional control, and lower labor cost per part. س3. ما هي المواد التي يمكن لآلة الخراطة والطحن الكهربائية عالية السرعة التعامل معها؟ آلات المغزل الكهربائية عالية السرعة قادرة على تصنيع مجموعة واسعة جدًا من المواد. تشمل المواد الشائعة سبائك الألومنيوم (6061، 7075)، والفولاذ المقاوم للصدأ (303، 316L)، والفولاذ الكربوني والسبائك، وسبائك التيتانيوم (Ti-6Al-4V للفضاء والطبية)، والكوبالت والكروم (زراعة الأسنان وتقويم العظام)، والإينكونيل وسبائك النيكل الفائقة الأخرى (مكونات التوربينات)، والنحاس والنحاس (الأجزاء الكهربائية والهيدروليكية)، واللدائن الهندسية مثل PEEK وDelrin. يعد نطاق سرعة المغزل العالية (ما يصل إلى 40.000 دورة في الدقيقة في بعض الموديلات) مفيدًا بشكل خاص للمواد غير الحديدية والتي يصعب تصنيعها حيث لا تستطيع المغازل التقليدية تحقيق سرعات القطع اللازمة لتشطيب السطح الأمثل وعمر الأداة. س 4. هل آلة الطاحونة الدوارة ذات 5 محاور ضرورية، أم أن الطراز ذو 4 محاور كافٍ؟ بالنسبة لمعظم المكونات التي تم تحويلها بدقة مع ميزات الطحن - مثل الثقوب المتقاطعة، والمسطحات، والفتحات، والإدخالات الملولبة - فإن مطحنة الدوران ذات 4 محاور (X، Z، C، Y) كافية تمامًا وأكثر فعالية من حيث التكلفة للشراء والبرمجة. يصبح التكوين ذو 5 محاور (إضافة رأس مائل للمحور B أو طاولة دوارة A/B كاملة) ضروريًا عند معالجة الأجزاء ذات الميزات الزاوية، أو المنحنيات المركبة، أو الخطوط الكنتورية متعددة المستويات، أو القطع السفلية التي لا يمكن الوصول إليها باستخدام اتجاه أداة ثابت. تشتمل التطبيقات النموذجية ذات المحاور الخمسة على شفرات توربينات الفضاء الجوي، وأدلة قطع العظام الطبية، وإدراج القالب بزوايا سحب معقدة. إذا كانت مجموعة قطع الغيار الحالية أو المتوقعة لديك تتضمن هذه الميزات، فإن الاستثمار في القدرة ذات 5 محاور منذ البداية يتجنب استبدال الماكينة باهظ التكلفة لاحقًا. س5. ما هو جدول الصيانة الموصى به لمركز CNC Turn-Mill؟ تتضمن الصيانة اليومية التحقق من تركيز سائل التبريد ومستواه، وتنظيف ناقلات الرقاقة، وفحص مستويات زيت نظام التشحيم التلقائي لنظام التشحيم الدليلي، والتحقق من أن جميع أقفال الأمان تعمل بشكل صحيح. تغطي المهام الأسبوعية فحص رد الفعل العكسي للمحور عبر مؤشر اختبار، وتنظيف مرشحات الهواء، وفحص ضغط تثبيت ظرف الظرف الهيدروليكي. تتضمن الصيانة الشهرية تنظيف وفحص البراغي الكروية، والتحقق من درجة حرارة محمل المغزل أثناء التشغيل بالحمل الكامل، والتحقق من معايرة التعويض الحراري، وفحص دقة فهرسة برج الأداة. سنويًا، يجب إجراء فحص كامل للدقة الهندسية (وفقًا للمعيار ISO 10791 أو ما يعادله)، إلى جانب استبدال زيت التشحيم في غراب الرأس، وتحليل الزيت للنظام الهيدروليكي، وإعادة معايرة جميع دورات الفحص. يؤدي اتباع الجدول الزمني الموصى به من قبل الشركة المصنعة والاحتفاظ بسجلات الصيانة إلى إطالة عمر الماكينة بشكل كبير والحفاظ على دقة تحديد الموقع على المدى الطويل. س6. هل يمكن دمج آلة الطاحونة الدوارة في خلية إنتاج آلية؟ نعم، تعتبر مراكز CNC Turn-Mill مناسبة تمامًا لتكامل الأتمتة. يمكن إقرانها بمغذيات القضبان من أجل الإنتاج المستمر للقضبان غير المراقبة، أو اللوادر العملاقة أو الروبوتات التعاونية لتحميل الأجزاء وتفريغها تلقائيًا، وأنظمة المنصات لإنتاج دفعات مرنة لأرقام أجزاء متعددة، ومحطات قياس أثناء العملية للحصول على ردود فعل الأبعاد التلقائية، ووحدات إزالة الأزيز أو الغسيل لإكمال سلسلة الإنتاج دون تدخل يدوي. تتواصل وحدة التحكم CNC الخاصة بالجهاز مع الأجهزة الطرفية للتشغيل الآلي من خلال الإدخال/الإخراج الرقمي، وبروتوكولات ناقل المجال (PROFIBUS، EtherCAT)، أو Ethernet/IP، ومع أنظمة MES في المصنع عبر MTConnect أو OPC-UA لمراقبة وجدولة الإنتاج في الوقت الفعلي. يمكن للخلية الآلية المصممة بشكل صحيح أن تحقق دورات تشغيل غير مراقبة لمدة 20 ساعة، مما يقلل بشكل كبير من تكلفة الجزء في بيئات الإنتاج متوسطة إلى عالية الحجم.
أ آلة طحن وطحن دقيقة عالية السرعة هو نظام قطع معدني متعدد الوظائف يعمل بالتحكم الرقمي الحاسوبي (CNC) يقوم بإجراء عمليات الخراطة الدورانية وعمليات الطحن متعددة المحاور على منصة واحدة - مما يلغي الحاجة إلى نقل قطع العمل بين الآلات المنفصلة. الميزة الأساسية واضحة: إعدادات أقل، ودقة أبعاد أكثر إحكامًا، وأوقات دورة إجمالية أقصر بكثير . بالنسبة للمصنعين الذين ينتجون مكونات عمود معقدة، أو أجزاء ذات حواف، أو أغلفة دقيقة، يمكن لمركز الخراطة والطحن المدمج أن يقلل إجمالي وقت المعالجة بنسبة 40-60% مقارنة بالمعالجة المتسلسلة ذات الوظيفة الواحدة. تأسست شركة Hongjia CNC في عام 2018 وتتجذر في النظام البيئي للتصنيع المتقدم في Ningbo، وهي متخصصة في تطوير هذه الفئة من المعدات بالضبط - بدءًا من آلات الخراطة والطحن الكهربائية عالية السرعة إلى تكوينات الخراطة والطحن ذات المغزل المزدوج المصممة لمتطلبات الإنتاج المستمر. على عكس المخارط التقليدية أو مراكز الطحن المستقلة، أ آلة الخراطة والطحن باستخدام الحاسب الآلي يدمج برج الأدوات الحية، وعمود دوران رئيسي عالي عزم الدوران، ومحور C متحكم فيه، و- في تكوينات المغزل المزدوج - عمود دوران فرعي متزامن يتيح التشغيل الآلي الكامل لكلا طرفي قطعة العمل في مشبك واحد. يعالج هذا النهج المعماري بشكل مباشر أكبر مصدرين للخطأ في المعالجة الدقيقة: إعادة تثبيت الانحراف والنمو الحراري بين العمليات. نظرة عامة على المنتج: هونغجيا منصة الخراطة والطحن عالية السرعة باستخدام الحاسب الآلي بدأت شركة Ningbo Hongjia CNC Technology Co., Ltd. رحلتها التقنية في عام 2006 وأنشأت هيكلها المؤسسي رسميًا في عام 2018، ووضعت نفسها في منطقة Qianwan الجديدة في Ningbo - وهي مدينة تقع في الجناح الجنوبي من المنطقة الاقتصادية لدلتا نهر اليانغتسى في الصين، وهي واحدة من أكثر التجمعات تركيزًا في العالم من حيث القدرة على التصنيع الدقيق. كمحترف الشركة المصنعة لآلة الطحن والطحن ذات المغزل المزدوج ، قامت Hongjia CNC ببناء مجموعة منتجات حول حلول CNC المتقدمة للعملاء عبر قطاعات السيارات والفضاء والهيدروليكيا والأجهزة الطبية والهندسة الدقيقة العامة. تشمل خطوط الإنتاج الرئيسية للشركة آلة تحول وطحن المغزل الكهربائية عالية السرعة - تتميز بتقنية مغزل الدفع المباشر التي تقضي على خسائر نقل الحزام والعتاد - و آلة الطحن والخراطة المشتركة ذات المغزل المزدوج ، والذي يتيح التشغيل الآلي الكامل للأجزاء المعقدة في دورة برنامج واحدة. بفضل قدرات البحث والتطوير التقنية القوية المتراكمة على مدار ما يقرب من عقدين من الخبرة الصناعية، توفر Hongjia CNC للعملاء آلات تلبي المتطلبات المتطورة لبيئات الإنتاج عالية المزيج وعالية الدقة. نوع الآلة الميزة الرئيسية تكوين المغزل أفضل ل المغزل الكهربائي عالي السرعة T&M المغزل الكهربائي ذو الدفع المباشر، دورة في الدقيقة عالية أداة حية رئيسية واحدة أجزاء صغيرة إلى متوسطة الدقة، تشطيب سطحي عالي تحول وطحن ثنائي المغزل المغزل الفرعي الرئيسي المتزامن محورين كاملي الوظائف تصنيع آلي كامل، أتمتة شريطية Dual-Spindle Joint T&M الطحن المشترك في دورة واحدة طحن المحور Y ثنائي المغزل الميزات المنشورية والدورانية المعقدة مقارنة نوع آلة Hongjia CNC من خلال تكوين المغزل ونطاق التطبيق. مبدأ العمل: كيف تعمل آلات الخراطة والطحن الكهربائية عالية السرعة مبدأ التشغيل أ آلة تحول وطحن المغزل الكهربائية عالية السرعة يدمج آليتين مختلفتين بشكل أساسي لإزالة المعادن ضمن نظام حركي واحد يتم التحكم فيه. أثناء عمليات الخراطة، يقوم المغزل الرئيسي بتدوير قطعة العمل بسرعات مبرمجة بينما تعمل أداة القطع الثابتة أو المفهرسة المؤازرة على تعشيق القطر الخارجي أو الوجه أو التجويف. أثناء عمليات الطحن، يتم قفل المغزل الرئيسي في اتجاه محور C يتم التحكم فيه بينما تقوم أدوات الدوران المباشر المثبتة في البرج - أو رأس الطحن المخصص - بإجراء عمليات طحن الوجه، أو قطع الفتحات، أو الحفر، أو التنصت، أو تحديد الخطوط. المغزل الكهربائي عالي السرعة هو التكنولوجيا التمكينية الأساسية. على عكس المغازل التي يحركها الحزام أو التي تحركها التروس، تقوم المغازل الكهربائية ذات الدفع المباشر بدمج دوار المحرك مباشرة على عمود المغزل ، والقضاء على مراحل ناقل الحركة الميكانيكي بالكامل. يوفر هذا العديد من الفوائد القابلة للقياس: تسارع المغزل إلى 6000 دورة في الدقيقة في أقل من 1.5 ثانية، ومستويات اهتزاز أقل من 0.001 مم/ثانية RMS بأقصى سرعة، وتعويض النمو الحراري الذي يحافظ على الانحراف الموضعي أقل من 5 ميكرومتر عبر نطاق درجة حرارة التشغيل الكامل. والنتيجة هي جودة تشطيب سطحية متسقة (يمكن تحقيق Ra 0.4 ميكرومتر على الفولاذ) واستقرار الأبعاد عبر فترات الإنتاج الطويلة. في تكوينات المغزل المزدوج، يعمل المغزل الرئيسي والفرعي تحت تحكم CNC متزامن. عندما يكمل المغزل الرئيسي عمليات الوجه الأمامي، يقوم المغزل الفرعي بتعشيق الجزء - باستخدام تسلسل تزامن السرعة والموضع المبرمج - ويقبل نقل قطعة العمل دون تدخل يدوي. يقوم المغزل الفرعي بعد ذلك بتشكيل الوجه الخلفي بينما يبدأ المغزل الرئيسي الجزء الخام التالي. يقلل هذا التداخل من وقت عدم القطع بنسبة تصل إلى 35% في سيناريوهات الإنتاج بكميات كبيرة ويزيل أخطاء إعادة التصنيع التي قد تتراكم بين إعدادات الماكينة المنفصلة. سرعة المغزل الكهربائي مقابل خشونة السطح (Ra μm) - قطعة العمل الفولاذية سرعة المغزل مقابل خشونة السطح Ra (ميكرومتر) - الفولاذ 0 0.5 1.0 1.5 2.0 را (ميكرومتر) 1000 2000 3000 4500 6000 سرعة المغزل (دورة في الدقيقة) 1.6 1.0 0.7 0.5 0.4 المغزل التقليدي لمحرك الحزام High-Speed Electric Spindle يوضح الرسم البياني الخطي أعلاه رؤية التصنيع الهامة: مع زيادة سرعة المغزل، يحقق المغزل الكهربائي عالي السرعة باستمرار قيم خشونة سطح أقل (Ra) مقارنة بالمغزل التقليدي الذي يحركه الحزام عبر نطاق السرعة بأكمله الذي تم اختباره على قطع العمل الفولاذية. عند 6000 دورة في الدقيقة، يصل المغزل الكهربائي إلى Ra 0.4 ميكرومتر - وهي جودة السطح التي تلغي عمليات الطحن الثانوية للعديد من التطبيقات - بينما يصل المغزل التقليدي إلى Ra 0.72 ميكرومتر فقط بنفس السرعة. ينبع هذا التحسن من غياب الاهتزازات الدقيقة الناتجة عن الحزام وترددات شبكة التروس التي تقدم تموجًا دوريًا للسطح أثناء القطع. بالنسبة للشركات المصنعة التي تنتج أجسام الصمامات الهيدروليكية، أو مكونات الغرسات الطبية، أو التركيبات البصرية الدقيقة حيث تكون سلامة السطح متطلبًا وظيفيًا، فإن هذا الاختلاف يترجم مباشرة إلى انخفاض تكاليف ما بعد المعالجة وتحسين أداء المكونات في الخدمة. الخراطة مقابل الطحن: فهم الفرق في الآلة المدمجة أ common question when evaluating a تحول CNC مقابل الطحن التكوين هو العملية التي لها الأسبقية ومتى يتم استخدام كل منها. في مركز الخراطة والطحن، تتوفر كلتا العمليتين ضمن نفس البرنامج، وتقوم وحدة التحكم CNC بالانتقال بينهما بسلاسة بناءً على نوع التشغيل المبرمج في كل مجموعة استدعاء للأداة. عمليات الدوران الخراطة هي العملية الأساسية لتوليد أسطح دوران أسطوانية ومخروطية وملامح. تدور قطعة العمل بسرعة سطحية مبرمجة (يعد التحكم الثابت في سرعة السطح أمرًا قياسيًا في آلات الخراطة والطحن CNC الحديثة) بينما تمر أداة القطع ذات النقطة الواحدة على طول المحورين X وZ. تشمل عمليات الخراطة تدوير القطر الخارجي، والتواجه، والتشكيل، واللولبة (الداخلية والخارجية)، والتجويف، والحز، والفراق. التفاوتات النموذجية التي يمكن تحقيقها على القطر هي IT6 إلى IT7 (±0.008 مم إلى ±0.018 مم) تحت ظروف القطع مستقرة. عمليات الطحن تستخدم عملية الطحن في مركز الخراطة والطحن أدوات دوارة حية يتم تشغيلها بواسطة محرك البرج المدمج أو مغزل طحن مخصص، مع تثبيت المغزل الرئيسي في موضع زاوي دقيق (المحور C). إن إضافة المحور Y على الآلات المتقدمة يتيح عمليات الطحن خارج المركز - الفتحات، وممرات المفاتيح، والمسطحات، والجيوب، ودوائر فتحات الترباس - والتي قد تكون مستحيلة على آلة خراطة خالصة. تتيح إمكانيات الطحن باستخدام الحاسب الآلي متعدد المحاور للماكينة إنتاج ميزات محيطة ثلاثية الأبعاد معقدة على الأجزاء التي تتميز أيضًا بتماثل دوراني، مما يتيح التشغيل الكامل في إعداد واحد. أttribute تحول طحن الحركة تدور قطعة العمل، وتتحرك الأداة تدور الأداة، وفهرسة قطعة العمل (المحور C) الميزات النموذجية OD، ID، المواضيع، الأخاديد، التناقص التدريجي شقق، فتحات، جيوب، ثقوب، ملامح معدل إزالة المواد عالية (شريحة مستمرة) معتدل (قطع متقطع) الانتهاء من السطح Ra 0.4-1.6 ميكرومتر يمكن تحقيقه Ra 0.8-3.2 ميكرومتر نموذجي التسامح (القطر / الموضع) IT6 – IT7 (± 0.008–0.018 مم) IT7 – IT8 (± 0.011 – 0.027 ملم) أفضل أنواع المواد أll machinable metals and plastics أluminum, steel, brass, titanium الخراطة مقابل الطحن: الاختلافات الرئيسية في الحركة والميزات والتسامح والتطبيق داخل ماكينة CNC مدمجة. ميزات الماكينة التي تحدد الأداء الدقيق عالي السرعة المصطلح التصنيع باستخدام الحاسب الآلي عالية الدقة تحمل معنى تقنيًا محددًا - فهي ليست وصفًا تسويقيًا ولكنها مجموعة من خصائص الماكينة القابلة للقياس والتي تحدد ما إذا كانت الآلة يمكنها تحمل التفاوتات المسموح بها في ظروف الإنتاج، وليس فقط في العرض التوضيحي المختبري. تحدد الميزات التالية القدرة الدقيقة لمنصة الخراطة والطحن Hongjia CNC. تقنية المغزل الكهربائي ذات الدفع المباشر يستخدم المغزل الكهربائي عالي السرعة تصميم محرك مدمج حيث يكون الدوار جزءًا لا يتجزأ من عمود المغزل. تدعم محامل السيراميك ذات التلامس الزاوي المغزل عند كلا الطرفين، مما يوفر صلابة شعاعية عالية (عادةً> 150 نيوتن/ميكرومتر) ونمو حراري منخفض. يتم التحكم في نفاذ المغزل أقل من 1 ميكرومتر (TIR) - مواصفة تحدد بشكل مباشر استدارة وأسطوانة الأجزاء الدائرية والدقة الموضعية للميزات المطحونة. قاعدة الآلة الصلبة والتعويض الحراري يستخدم سرير الماكينة مركبًا من الخرسانة البوليمرية عالية التخميد أو هيكل من الحديد الزهر مخفف الضغط لامتصاص طاقة الاهتزاز التي قد تظهر على شكل ثرثرة سطحية. توفر أنظمة التوجيه الخطي (أدلة الأسطوانة الخطية في المتغيرات عالية السرعة، وطرق الصندوق في المتغيرات الثقيلة) إمكانية تكرار تحديد المواقع ± 0.002 مم على طول جميع المحاور الخطية. يستخدم نظام التعويض الحراري النشط أجهزة استشعار درجة الحرارة في النقاط الهيكلية الرئيسية لتعويض مواضع المحور تلقائيًا، ومقاومة الانحراف الهندسي الناتج عن حرارة المغزل، وتغيرات درجة الحرارة المحيطة، وتغير درجة حرارة سائل التبريد. تحكم CNC متعدد المحاور حديث ماكينات CNC متعددة المحاور تعمل في فئة الخراطة والطحن على 4 محاور متزامنة على الأقل (X، وZ، وC، وتدوير الأدوات الحية)، مع إضافة نماذج متقدمة للمحور Y (الطحن خارج المركز)، والمحور B (برج مائل للميزات الزاويّة)، ومزامنة المغزل الفرعي كتكوينات قياسية أو اختيارية. تقوم وحدة التحكم CNC باستيفاء جميع المحاور النشطة في وقت واحد، مما يتيح الطحن الحلزوني، والطحن الملولب، وتحديد الخطوط ثلاثية الأبعاد المعقدة التي قد تتطلب مراكز تصنيع مخصصة ذات 5 محاور على المعدات التقليدية. تزامن المغزل المزدوج ونقل الأجزاء ال آلة الطحن والخراطة المشتركة ذات المغزل المزدوج يضيف التكوين عمودًا فرعيًا قابلاً للبرمجة بالكامل مع المحور C الخاص به، وبرج الأدوات الحية، وحركة المحور Z. نقل الأجزاء من عمود الدوران الرئيسي إلى عمود الدوران الفرعي عبارة عن دورة CNC مبرمجة - تعمل وحدة التحكم على مزامنة كل من سرعات عمود الدوران ومواضعه قبل المشاركة، مما يقلل من صدمة النقل التي قد تؤدي إلى تلف الأجزاء الحساسة أو تشويه قطع العمل ذات الجدران الرقيقة. دقة النقل عادة ما تكون ضمن ±0.01 ملم الانحراف الموضعي ، والحفاظ على اتساق المسند بين عمليات المعالجة الأمامية والخلفية. أdvantages of Combined Turning and Milling Over Single-Function Machines يقوم المصنعون بتقييم أ مركز التصنيع باستخدام الحاسب الآلي قدرة الاستثمار على الموازنة بين المساحة الأرضية ومتطلبات المشغل وتعقيد سير العمل. توفر آلات الخراطة والطحن المدمجة حالة مقنعة عبر الأبعاد الثلاثة جميعها - وتكون المزايا أكثر وضوحًا في بيئات الإنتاج عالية الدقة والخلط. آلة T&M المدمجة: التحسين التشغيلي مقابل الآلات المنفصلة (%) تقليل وقت الإعداد 60% توفير الوقت الإجمالي للدورة 50% توفير مساحة الأرضية 40% كسب دقة الأبعاد 35% تخفيض العمل الجاري 45% تخفيض متطلبات المشغل 30% 0% 50% 100% ال chart above demonstrates why combined turning and milling machines have become the preferred investment for precision contract manufacturers and in-house machine shops producing complex components. تقليل وقت الإعداد بنسبة تصل إلى 60% هي الفائدة التشغيلية الأكثر إلحاحًا - لا تمثل كل عملية نقل لقطعة عمل تم حذفها وقت المشغل الموفر فحسب، بل تمثل أيضًا فرصة الخطأ المحذوفة، نظرًا لأن كل عملية إعادة تدوير تقدم تحولًا محتملاً في مسند الإسناد يتراكم في انحراف الجزء النهائي. يعكس التحسن في دقة الأبعاد بنسبة 35% الحقيقة الإحصائية المتمثلة في أن الأجزاء التي يتم تصنيعها في إعداد واحد لا يمكن أن تتراكم أخطاء إعادة التثبيت بين العمليات، ويظل التاريخ الحراري لقطعة العمل ثابتًا طوال عملية التصنيع بدلاً من التباين بين بيئات الماكينة. يعد التخفيض بنسبة 45% في مخزون العمل قيد التنفيذ بمثابة فائدة مالية كبيرة للمصنعين الذين احتفظوا تاريخيًا بمخازن مؤقتة كبيرة للأعمال قيد التنفيذ لاستيعاب قوائم انتظار النقل بين أقسام الخراطة والطحن المنفصلة. تجهيز كامل للإعداد الفردي - يزيل خطأ مرجع الإسناد بين عمليات الخراطة والطحن، وهو المصدر الأكثر شيوعًا لتراكم التسامح المركب في الأجزاء المعقدة. انخفاض متطلبات المساحة الأرضية — آلة واحدة مزدوجة الوظيفة تحل محل اثنتين أو ثلاث آلات ذات وظيفة واحدة، مما يوفر مساحة أرضية المصنع لزيادة السعة أو عمليات مراقبة الجودة. توافق أتمتة التغذية بالشريط — تعمل تكوينات عمود الدوران المزدوج مع وحدات التغذية الشريطية المدمجة على تمكين عمليات الإنتاج غير المراقبة لمدة تصل إلى 8 ساعات، مما يقلل من تكلفة العمالة لكل جزء في التطبيقات كبيرة الحجم. انخفاض مخزون الأدوات — تعمل الأدوات المدمجة في برج واحد وليس عبر أنواع أدوات الآلة المتعددة على تقليل تكلفة الأدوات وتبسيط أنظمة إدارة الأدوات. اقتباس وجدولة أسرع — يعمل التوجيه الفردي للأجزاء المعقدة على تبسيط جدولة الإنتاج، ويقلل من تقلبات وقت التسليم، ويحسن أداء التسليم في الوقت المحدد. المواد المتوافقة وتطبيقات الصناعة ال versatility of خدمات التصنيع باستخدام الحاسب الآلي يتم تسليمها بواسطة آلات الخراطة والطحن عالية السرعة ويتم تحديدها جزئيًا من خلال مجموعة المواد التي يمكنها معالجتها بفعالية. تم تصميم آلات Hongjia CNC للتعامل مع مجموعة كاملة من المواد الهندسية الشائعة، مع حجم مواصفات قوة المغزل وعزم الدوران لكل من المعادن غير الحديدية خفيفة الوزن وسبائك الفولاذ المقاوم للصدأ أو التيتانيوم القوية. مؤشر قابلية التشغيل النسبي حسب المادة (أعلى = أسهل في الماكينة) 0 25 50 75 100 95 أluminum 80 النحاس 55 الكربون الصلب 35 سس 304 25 أداة الصلب 20 التيتانيوم ال machinability index chart provides a practical reference for manufacturers planning tooling strategies and estimating cycle times for different material families. أluminum alloys rank highest in machinability ، مما يسمح بسرعات دوران عالية (تصل إلى 6000 دورة في الدقيقة على منصة المغزل الكهربائية Hongjia)، ومعدلات تغذية قوية، وتشطيب ممتاز للسطح باستخدام أدوات كربيد قياسية - مما يجعل مركز الخراطة والطحن HXM عالي الإنتاجية للمكونات الهيكلية الفضائية وأجزاء السيارات المصنوعة من السبائك الخفيفة. يتطلب الفولاذ المقاوم للصدأ وسبائك التيتانيوم في الطرف الأدنى من نطاق التصنيع سرعات قطع أقل، وعزم دوران أعلى، وأدوات كربيد أو سيراميك مطلية مختارة بعناية، ولكن بناء الماكينة الصلب وتخميد الاهتزاز النشط لمنصة Hongjia يوفران ظروف قطع مستقرة حتى في هذه المواد الصعبة. إن فهم قابلية التصنيع يوجه اختيار الأدوات المناسبة، وتحسين معلمات القطع، واستراتيجية سائل التبريد - جميع العوامل التي تؤثر بشكل مباشر على جودة القطعة، وعمر الأداة، وتكلفة الإنتاج لكل قطعة. أutomotive and Powertrain Components تجمع أعمدة ناقل الحركة، ومبيتات عمود الكامات، والناقلات التفاضلية، وأجسام مساميك الفرامل، ومكونات حقن الوقود بين الميزات الدورانية ذات الوجوه المطحونة، والثقوب المتقاطعة المحفورة، والمنافذ الملولبة. يتعامل تكوين المغزل المزدوج مع المعالجة الكاملة لهذه الأجزاء - بما في ذلك عمليات الوجه الخلفي - في برنامج واحد دون تدخل المشغل بين العمليات 10 و العمليات 20. المكونات الهيدروليكية والهوائية تتطلب بكرات الصمامات الهيدروليكية، وقضبان المكبس، وأغطية المضخات، والأجسام المتشعبة أقطار تجويف دقيقة (تحمل H7 أو أفضل)، وتشطيبات سطحية أقل من Ra 0.8 ميكرومتر على الأسطح المانعة للتسرب، وممرات مثقوبة بشكل متقاطع موضوعة بدقة. توفر آلة الخراطة والطحن ذات المغزل الكهربائي عالية السرعة جميع المتطلبات الثلاثة ضمن إعداد واحد، مما يزيل مخاطر مسار التسرب المرتبطة بإعادة التدوير بين عمليات الخراطة والحفر. الأجهزة الطبية وتصنيع الآلات تتطلب عمليات زراعة العظام ومكونات الأدوات الجراحية والأجزاء الاصطناعية للأسنان المصنوعة من التيتانيوم والكوبالت والكروم والفولاذ المقاوم للصدأ تفاوتات على مستوى الميكرون وإمكانية تتبع العمليات الموثقة وبيئات تصنيع خالية من التلوث. تدعم ماكينات Hongjia CNC التصنيع من الدرجة الطبية مع الحد الأدنى من الاتصال الجزئي بعد تحميل ظرف الظرف الأولي، الحد من مخاطر التلوث المتبادل ودعم متطلبات التحقق من صحة تصنيع الأجهزة الطبية الخاضعة للتنظيم. الدقة والقدرة على التحمل للخراطة والطحن باستخدام الحاسب الآلي عالي السرعة التصنيع باستخدام الحاسب الآلي عالي الدقة يتم قياسها من خلال التفاوتات الهندسية المحددة بدلاً من المطالبات العامة. يعد فهم درجات التسامح التي يمكن تحقيقها عمليًا على جهاز معين - وتحت أي ظروف - أمرًا ضروريًا لتحديد ما إذا كانت منصة الماكينة مناسبة لمتطلبات الأبعاد الخاصة بتطبيق معين. رادار القدرة الدقيقة: T&M عالي السرعة مقابل مخرطة CNC القياسية التسامح القطر الاستدارة الانتهاء من السطح دقة تحديد المواقع الrmal Stability التكرار High-Speed Electric Spindle T&M مخرطة CNC القياسية ال radar chart reveals a consistent and meaningful precision advantage across all six evaluated dimensions for the high-speed electric spindle turning and milling machine compared to a standard CNC lathe configuration. ال most significant gaps appear in thermal stability and surface finish — المناطق التي توفر فيها تقنية المغزل ذات الدفع المباشر والتعويض الحراري النشط تحسينات لا يمكن للآلات التي تعمل بالحزام أو التي تعمل بالتروس تحقيقها من خلال ضبط المعلمات وحدها. إن القدرة على تحمل القطر عند مستوى IT6 (±0.008 مم) والاستدارة في حدود 2 ميكرومتر على منصة T&M تفتح الباب أمام التطبيقات التي كانت تتطلب في السابق طحنًا أسطوانيًا كعملية نهائية. يتم قياس التكرار - قدرة الماكينة على العودة إلى نفس الموضع عبر دورات متتالية - عند ±0.002 مم، وهي المواصفات التمكينية للإنتاج بكميات كبيرة حيث تكون قيم مؤشر قدرة العملية الإحصائية (Cpk) أعلى من 1.67 مطلوبة من قبل العملاء في سلاسل التوريد الخاصة بالسيارات والطبية. نوع التسامح أchievable Value الحالة أpplicable Feature القطر (متحول) ± 0.005 ملم حرارة ثابتة، إدراج حاد مهاوي، المملون، يناسب الاستدارة 2 ميكرون آلة دافئة، تمريرة نهائية جيدة تحمل المجلات والأختام خشونة السطح Ra 0.4 ميكرومتر المغزل الكهربائي، إدراج CBN أسطح مانعة للتسرب، حوامل بصرية تحديد المواقع التكرار ± 0.002 مم التشفير الخطي، شركات الحرارية نشطة أll axes عرض الفتحة المطحونة ± 0.01 ملم الطحن المباشر للمحور Y، مطحنة نهاية الكربيد Keyways، الخطوط، الشقق دقة الملعب الموضوع فئة 6H / 6G دورة قطع أو طحن الخيط أll thread forms قدرات التحمل العملية لآلات الخراطة والطحن عالية السرعة Hongjia CNC في ظل ظروف الإنتاج. المشاكل الشائعة والحلول العملية في الخراطة والطحن باستخدام الحاسب الآلي حتى تكوينها بشكل جيد الشركة المصنعة لآلة CNC تواجه المنصات تحديات تشغيلية في بيئات الإنتاج. إن معرفة السبب الجذري للمشاكل الشائعة يتيح التشخيص بشكل أسرع ويقلل من أوقات التوقف المكلفة وغير المخطط لها. انجراف الأبعاد عبر عملية الإنتاج الأجزاء التي يتم قياسها ضمن نطاق التسامح في بداية التحول تنحرف تدريجيًا عن المواصفات نحو النهاية. السبب الرئيسي هو النمو الحراري في المغزل والمحاور الخطية عندما تصل الآلة إلى التوازن الحراري. تشمل الحلول ما يلي: تشغيل دورة إحماء للماكينة لمدة 15-20 دقيقة قبل قياس الأجزاء الأولى، والتحقق من أن نظام التعويض الحراري النشط يعمل مع قراءات مستشعر درجة الحرارة المباشرة، وإنشاء قياس أثناء العملية على فترات منتظمة لاكتشاف الانحراف قبل إنشاء الخردة. لإنتاج كميات كبيرة، مخطط التحكم في العمليات الإحصائية (SPC). من الأبعاد الرئيسية تحدد اتجاهات الانجراف قبل الوصول إلى حدود التسامح. الثرثرة السطحية أو علامات الاهتزاز تظهر الثرثرة على شكل أنماط متموجة منتظمة على الأسطح المدورة أو المطحونة وعادةً ما تنتج عن الاهتزاز المتجدد بين أداة القطع وقطعة العمل. تشمل الأسباب الجذرية تراكب الأداة المفرط، أو تآكل حامل الأدوات أو عزم دورانه بشكل غير صحيح، أو عدم كفاية صلابة تثبيت قطعة العمل، أو معلمات القطع في منطقة تردد الرنين. الحلول: تقليل تراكب الأداة إلى أقل من 4× قطر الأداة، وزيادة معدل التغذية (غالبًا ما يكون غير بديهي ولكنه فعال في كسر دورة الرنين)، واستخدام حاملات الأدوات المخففة بالاهتزاز لعمليات التجويف العميق، والتحقق من حالة فك ظرف الظرف وضغط التثبيت. أداة حية أو إنذار المغزل الفرعي تشير إنذارات التحميل الزائد لمحرك الأدوات الحية عادةً إلى قوة القطع المفرطة (تآكل الأداة، أو معدل التغذية مرتفع جدًا، أو عمق القطع عدواني للغاية بالنسبة لمعدل طاقة الأداة)، أو عدم تثبيت الأداة بشكل كامل (مما يؤدي إلى نفاذها)، أو خطأ ميكانيكي في آلية فهرسة البرج. الخطوات التشخيصية: التحقق من حالة الأداة واستبدالها إذا تجاوز تآكل الجانب 0.3 مم، والتحقق من عزم دوران تثبيت الأداة وفقًا لمواصفات الشركة المصنعة، ومراجعة قوة الأداة الحية وتقييمات عزم الدوران مقابل معلمات القطع المبرمجة، وفحص آلية قفل البرج بحثًا عن نتوءات أو تلوث. خطأ في نقل الجزء على الأجهزة ذات المغزل المزدوج في آلات الخراطة والتفريز ذات المغزل المزدوج، يمكن أن تؤدي أخطاء المزامنة أثناء نقل الأجزاء إلى انحراف موضعي بين وحدات المعالجة الأمامية والخلفية، أو في الحالات الشديدة، إخراج الجزء من ظرف الظرف. تتضمن الأسباب الشائعة معلمات المزامنة غير الصحيحة في برنامج CNC (يجب أن يصل عمود الدوران الرئيسي والفرعي إلى نفس السرعة والموضع الزاوي قبل المشاركة)، أو تآكل فكوك ظرف المغزل الفرعي، أو وضع النقل غير الصحيح المبرمج لطول الجزء. تحقق من معلمات سرعة المزامنة، وأعد معايرة حالة فك ظرف الظرف، وقم بإجراء نقل اختبار بمعدل تغذية منخفض مع تمكين التدخل اليدوي. إرشادات صيانة آلة الخراطة والطحن باستخدام الحاسب الآلي تعتبر ممارسات الصيانة المنظمة هي الاستثمار الأكثر فعالية من حيث التكلفة في وقت تشغيل الماكينة والاحتفاظ بالدقة على المدى الطويل. تتمتع آلات المغزل الكهربائية عالية السرعة بمتطلبات صيانة محددة تتعلق بتشحيم وتبريد محمل المغزل والتي تختلف عن الآلات التقليدية التي تعمل بالحزام ويجب اتباعها للحفاظ على الأداء الدقيق بمرور الوقت. تقليل مخاطر التوقف المقدرة عن طريق مهمة الصيانة (%) 0% 25% 50% 75% 100% 85% تشحيم المغزل 72% إدارة المبرد 78% طريقة التشحيم 65% حالة الأداة 55% فحص كهربائي 60% الrmal Comp Check ال column chart quantifies the estimated downtime risk reduction contribution of six core maintenance activities on high-speed turning and milling machines. يعد تشحيم المغزل من مهام الصيانة الفردية ذات التأثير الأعلى ، وهو ما يمثل ما يصل إلى 85% من الوقاية من التوقف عن العمل المتعلق بعمود الدوران - نظرًا لأن فشل المحامل في عمود الدوران الكهربائي الذي يعمل بالدفع المباشر يعد أمرًا مكلفًا للإصلاح ويتطلب وقتًا طويلًا لتوقف الماكينة. تتراوح فترة التشحيم لمحامل المغزل عالية السرعة عادةً بين 500 و1000 ساعة تشغيل باستخدام أنظمة التشحيم بالشحم أو رذاذ الزيت المحددة من قبل الشركة المصنعة؛ يعد الانحراف عن هذا الجدول هو السبب الوحيد الأكثر شيوعًا لفشل محمل المغزل المبكر. يحتل تشحيم الطريق المرتبة الثانية، حيث يؤدي التشحيم غير الكافي للتوجيه إلى حركة الانزلاق التي تقلل بشكل مباشر من تكرار تحديد المواقع وتسرع من تآكل اللولب الكروي. يعد التحقق من التعويض الحراري، على الرغم من انخفاض تأثير التوقف المطلق، أمرًا مهمًا بشكل فريد للتطبيقات الدقيقة حيث قد يؤدي انحراف الأبعاد بين القياسات إلى أجزاء خردة قبل اكتشاف المشكلة. يوميًا: تحقق من تركيز سائل التبريد (حافظ على 6-10% للصلب، و3-6% للألمنيوم)، وتحقق من تشغيل ناقل الرقائق، وافحص فكي ظرف العمل بحثًا عن التآكل أو التلوث، وتأكد من مستويات زيت نظام التشحيم، وتحقق من سجل إنذار أي محور في سجل وحدة التحكم. أسبوعي: افحص جميع حاملات الأدوات وأطواق الأدوات الحية للتأكد من عدم وجود نفاذ باستخدام مؤشر الاتصال، ونظف مصفاة خزان سائل التبريد، وتحقق من دقة فهرسة البرج عن طريق برمجة دورة محطة كاملة، وتحقق من قوة تثبيت ظرف المغزل الفرعي باستخدام مقياس ظرف مقياس الدينامومتر. شهريا: فحص هندسي كامل للماكينة (جريان عمود الدوران، واستقامة المحور، والعمود)، وتصريف خزان سائل التبريد واستبداله، وفحص وضبط ضغط التوازن المعاكس للمحور Z، وفحص مرشحات تبريد الخزانة الكهربائية ومراوح محرك المؤازرة، والتحقق من قراءات مستشعر التعويض الحراري مقابل مقياس الحرارة المُعاير. كل 500 ساعة: تحقق من درجة حرارة محمل المغزل الكهربائي أثناء عملية الإحماء (يشير الارتفاع غير الطبيعي فوق خط الأساس إلى تدهور المحمل)، وافحص التحميل المسبق للبرغي الكروي على المحور Y، وتحقق من الموضع المرجعي لتشفير المحور C مقابل أداة فهرسة دقيقة، وتحقق من جميع ضغوط إمداد ظرف الظرف الهيدروليكي أو الهوائي. أnnually: اختبار قضيب الكرة الكامل على جميع المحاور للتحقق من الاستدارة والتربيع ورد الفعل العكسي ضمن مواصفات OEM، ومعايرة المقاييس الخطية للمحور أو جداول التعويض المستندة إلى التشفير، وإجراء استبدال محمل المغزل إذا كانت بيانات الاهتزاز أو درجة الحرارة تشير إلى التدهور، واختبار مقاومة العزل الكهربائي الكامل على جميع المحركات. الأسئلة المتداولة حول آلات الخراطة والطحن الدقيقة عالية السرعة س 1: ما هو الفرق بين آلة الخراطة والطحن ومخرطة CNC القياسية؟ أ standard CNC lathe can only perform turning operations — rotating the workpiece against a stationary tool. A آلة تحول وطحن يضيف أدوات دوارة حية في البرج، ومحور C متحكم فيه (الموضع الزاوي للمغزل الرئيسي)، وعادةً ما يكون محور Y للطحن خارج المركز، مما يمكّنه من إجراء عمليات الحفر والطحن والتنصت وتحديد الخطوط على نفس الجزء دون إزالته من الماكينة. يؤدي هذا إلى التخلص من عمليات الإعداد الإضافية، وتقليل إجمالي وقت المعالجة، وتحسين دقة الأبعاد من خلال الاحتفاظ بجميع الميزات في إطار مرجعي مرجعي واحد طوال عملية المعالجة. س2: ما هي مزايا المغزل الكهربائي عالي السرعة مقارنة بالمغزل التقليدي الذي يحركه الحزام؟ ال المغزل الكهربائي عالي السرعة يدمج المحرك مباشرة في عمود الدوران، مما يزيل الأحزمة والتروس بالكامل. تشمل المزايا الرئيسية: تشغيل المغزل أقل من 1 ميكرومتر TIR (مقابل 3-5 ميكرومتر نموذجي للدفع بالحزام)، ومستويات اهتزاز أقل من 0.001 مم/ثانية RMS بأقصى سرعة، وتسارع أسرع لسرعة التشغيل (أقل من 1.5 ثانية إلى 6000 دورة في الدقيقة)، وخشونة سطح يمكن تحقيقها تبلغ Ra 0.4 ميكرومتر على الفولاذ دون طحن. وتتمثل المقايضة في أن المغازل الكهربائية تتطلب صيانة أكثر دقة - خاصة تشحيم المحامل على فترات زمنية محددة - ولكن مزايا أدائها تبرر ذلك لتطبيقات الآلات الدقيقة. س 3: هل آلة الطحن والخراطة ذات المغزل المزدوج مناسبة للإنتاج الآلي غير المراقب؟ نعم. ال آلة الطحن والطحن ذات المغزل المزدوج تم تصميمه خصيصًا للإنتاج الآلي. عند دمجها مع وحدة تغذية القضبان التلقائية، يمكن تشغيل الماكينة دون مراقبة لفترات طويلة - عادةً ما تصل إلى 8 ساعات في تكوينات تغذية القضبان - مما يؤدي إلى إنتاج أجزاء مكتملة بالكامل من مخزون القضبان الخام في دورة واحدة. يؤدي النقل المتزامن للأجزاء من عمود الدوران الرئيسي إلى عمود الدوران الفرعي إلى التخلص من المعالجة اليدوية بين العمليات، كما تقوم أنظمة إخراج الأجزاء أو تفريغها المتكاملة بتوصيل الأجزاء النهائية إلى الناقل أو أداة التقاط الأجزاء. يُستخدم هذا التكوين على نطاق واسع للمكونات الدقيقة كبيرة الحجم في سلاسل توريد السيارات والهيدروليكية والإلكترونيات. س 4: ما هي التفاوتات التي يمكن لآلة الخراطة والطحن الدقيقة عالية السرعة الاحتفاظ بها بشكل واقعي في الإنتاج؟ في ظل ظروف الإنتاج المستقرة على آلة مُسخنة بأدوات حادة، تشمل التفاوتات العملية القابلة للتحقيق ما يلي: تحمل القطر ±0.005 مم (IT6)، الاستدارة في حدود 2 ميكرومتر، خشونة السطح Ra 0.4 ميكرومتر باستخدام أدوات CBN، وتكرار تحديد المواقع الخطي ± 0.002 مم. يمكن تحقيق مواضع الميزات المطحونة (مراكز الثقب، وعرض الفتحة) حتى ±0.01 مم. تفترض هذه القيم تفعيل التعويض الحراري النشط، ومراقبة تآكل الأداة، ومدى ملاءمة مادة الشغل للأدوات المحددة. ستتطلب المواد الأكثر صلابة مثل الفولاذ المقاوم للصدأ أو التيتانيوم سرعات قطع منخفضة مما قد يؤدي إلى توسيع نطاق التسامح القابل للتحقيق قليلاً. س5: كم مرة يجب صيانة محامل المغزل الكهربائية، وماذا يحدث إذا تم إهمال الصيانة؟ يجب إجراء تشحيم محمل المغزل الكهربائي كل مرة من 500 إلى 1000 ساعة تشغيل استخدام الشحوم أو وسط رذاذ الزيت المحدد الذي تحدده الشركة المصنعة للآلة - إن استخدام مواد التشحيم غير الصحيحة يعد ضارًا مثل إهمال التشحيم تمامًا. تشمل علامات تدهور المحمل ارتفاع درجة حرارة المغزل أثناء عملية الإحماء (أكثر من 5 درجات مئوية فوق خط الأساس)، أو زيادة قراءات الاهتزاز، أو خشونة مسموعة أثناء التسارع. إذا تم إهماله، فقد يؤدي فشل المحمل إلى تجاوز عمود الدوران 10 ميكرومتر، مما يجعل الماكينة غير مناسبة للعمل الدقيق حتى يتم إجراء إصلاح كامل لعمود الدوران أو استبداله - وهو إصلاح أكثر تكلفة بكثير من صيانة التشحيم المجدولة. س 6: هل يمكن لآلات Hongjia CNC معالجة التيتانيوم والفولاذ المقاوم للصدأ للتطبيقات الطبية أو الفضائية؟ نعم. تم تجهيز آلات الخراطة والطحن Hongjia CNC بتكوينات مغزل ذات عزم دوران عالي مناسبة للقطع المنخفض السرعة والقوة العالية في التيتانيوم (Ti-6Al-4V) والفولاذ المقاوم للصدأ (316L، 304، 17-4 PH). يدعم هيكل الماكينة الصلب وخيارات سائل التبريد عالي الضغط من خلال المغزل أو من خلال الأداة الإخلاء الفعال للرقاقة وعمر الأداة في هذه المواد الصعبة حرارياً. بالنسبة لتطبيقات الأجهزة الطبية، تعمل إمكانية الإعداد الفردي للماكينة على تقليل التعامل مع الأجزاء - وهو اعتبار مهم للتحكم في التلوث - ويدعم تسجيل بيانات عملية CNC سجلات الإنتاج التي تتطلبها الأطر التنظيمية مثل ISO 13485.
إجابة سريعة آلات الخراطة والطحن عالية السرعة يمكن معالجة مجموعة واسعة من المواد بما في ذلك الفولاذ الكربوني، والفولاذ المقاوم للصدأ، وسبائك الألومنيوم، وسبائك التيتانيوم، والنحاس، والنحاس، والحديد الزهر، والسبائك الفائقة (مثل إنكونيل وHastelloy)، والبلاستيك الهندسي. العامل الرئيسي هو مطابقة سرعة المغزل، ومعدل التغذية، والأدوات، ومعلمات القطع مع الصلابة المحددة لكل مادة، والتوصيل الحراري، ومؤشر قابلية التشغيل الآلي. يمكن لآلة طاحونة دوارة CNC جيدة التكوين مع مغزل كهربائي عالي السرعة التعامل مع المواد من الألومنيوم الناعم (بسهولة تصل إلى 3000-8000 دورة في الدقيقة) من خلال الفولاذ المتصلب والسبائك الفائقة القائمة على النيكل والتي تتطلب إعدادات صلبة ومستقرة حرارياً. لماذا يعد توافق المواد أمرًا أساسيًا في اختيار آلات الخراطة والطحن تستجيب كل مادة بشكل مختلف لقوى القطع والحرارة والاهتزاز واستخدام الأداة. يؤدي اختيار آلة الخراطة والطحن الدقيقة عالية السرعة دون فهم المواد التي ستقوم بمعالجتها إلى تآكل الأداة مبكرًا، وسوء تشطيب السطح، وانحراف الأبعاد، ووقت التوقف غير المخطط له. في التصنيع باستخدام الحاسب الآلي الدقيق، يحدد توافق المواد بشكل مباشر مواصفات المغزل، واستراتيجية الأدوات، ونظام التبريد، ومتطلبات صلابة المحور. تم تصميم مراكز الخراطة الحديثة متعددة المحاور لاستيعاب مجموعة واسعة من المواد ضمن منصة آلة واحدة - التحول من الأقواس الفضائية المصنوعة من الألومنيوم إلى الغرسات الطبية غير القابلة للصدأ داخل نفس خلية الإنتاج. لقد جعلت هذه المرونة من آلة الطاحونة CNC حجر الزاوية في بيئات التصنيع عالية الدقة والمزيج. ثلاث خصائص تحدد قابلية التصنيع الصلابة (HRC/HB): تتطلب المواد الأكثر صلابة سرعات قطع أبطأ، وأدوات كربيد مطلية أو CBN، وصلابة أعلى للآلة. الموصلية الحرارية: المواد ذات الموصلية الحرارية المنخفضة (التيتانيوم والسبائك الفائقة) تحبس الحرارة عند حافة الأداة، مما يؤدي إلى تسريع التآكل. يعد توصيل سائل التبريد عالي الضغط أمرًا ضروريًا. ميل تصلب العمل: تتصلب الفولاذ المقاوم للصدأ والسبائك الأوستنيتي بسرعة تحت حافة القطع - مما يتطلب أدوات حادة ومعدلات تغذية مناسبة وعمق قطع ثابت للبقاء تحت الطبقة الصلبة. المعادن الشائعة المعالجة على آلات الخراطة والطحن عالية السرعة تمثل المواد التالية غالبية حجم الإنتاج الذي يتم مشاهدته في آلات الطحن والتدوير ذات المغزل الكهربائي عالية السرعة في تطبيقات السيارات والفضاء والطبية والهندسة العامة. الكربون الصلب وسبائك الصلب يعد الفولاذ الكربوني (1018، 1045، 4140، 4340) من بين المواد الأكثر تصنيعًا في الصناعة العامة. إنها توفر تشكيلًا يمكن التنبؤ به للرقاقة، وتقييمات جيدة لقابلية التصنيع (100% مقارنة بالفولاذ 1212 الذي يتم تصنيعه مجانًا)، وتستجيب جيدًا لأدوات إدخال الكربيد بسرعات قطع تتراوح بين 150-300 م/دقيقة. تتطلب سبائك الفولاذ في حالة تصلب (45-58 HRC) أدوات CBN أو سيراميك وسرعات قطع منخفضة، ولكن التشغيل القوي لآلة طاحونة دوران CNC الصلبة يمكن أن يحل محل الطحن الأسطواني للعديد من تطبيقات العمود والأكمام - مما يلغي عملية التشطيب المنفصلة. الفولاذ المقاوم للصدأ وتستخدم الدرجات الأوستنيتي (304، 316L) على نطاق واسع في تجهيز الأغذية، والأجهزة الطبية، والمعدات البحرية. وهي مشهورة بتقوية العمل والحواف المبنية (BUE) على الأدوات. تعد درجات الحديد (430) والمارتنسيتي (420، 440C) أكثر قابلية للتشكيل. من أجل التصنيع باستخدام الحاسب الآلي الدقيق للفولاذ المقاوم للصدأ، فإن إدراجات كربيد PVD المطلية بطبقة إيجابية، ومبرد عالي الضغط (70-150 بار)، وكسر الرقائق المتحكم فيه هي عوامل النجاح الرئيسية. تتراوح السرعات السطحية عادةً بين 100-200 م/دقيقة اعتمادًا على الدرجة. سبائك الألومنيوم الألومنيوم (2024، 6061، 7075) هو المادة المثالية لعرض قدرة آلة الخراطة والطحن الدقيقة عالية السرعة. تسمح كثافتها المنخفضة وقابلية تصنيعها الممتازة بسرعات دوران تتراوح بين 8,000-20,000 دورة في الدقيقة مع معدلات تغذية عالية، مما يحقق أوقات دورات رائعة. يتمثل التحدي في منع الحافة المبنية وتحقيق تشطيبات سطحية Ra 0.4–0.8 ميكرومتر على الوجوه المطحونة. توفر هندسة الفلوت الحادة والمصقولة في أدوات كربيد غير مطلية أو مطلية بـ DLC أفضل النتائج. تعد المكونات الهيكلية للفضاء الجوي، ومرفقات بطارية السيارة الكهربائية، ومبيت الأجهزة الإلكترونية الاستهلاكية من تطبيقات الألمنيوم النموذجية ذات الحجم الكبير. النحاس والنحاس يتمتع النحاس الأصفر القابل للتشغيل الحر (C36000) بتصنيف قابلية تصنيع يبلغ 100% تقريبًا - وهو المادة المرجعية. يتم استخدام النحاس والنحاس الأصفر في الموصلات الكهربائية والتجهيزات الهيدروليكية وأجسام الصمامات. تولد ليونتها العالية شرائح طويلة وخيطية يجب إدارتها باستخدام قواطع الرقائق أو استراتيجيات البرمجة المختصرة. يتطلب الطحن المعدني عالي السرعة للأوجه النحاسية استخدام الماس (PCD) أو أدوات كربيد حادة غير مطلية لتجنب تلطيخ السطح. الحديد الزهر يتم استخدام الحديد الزهر الرمادي (GCI) والحديد المرن (العقدي) في كتل المحرك وأقراص الفرامل والمشعبات الهيدروليكية. يتم تجفيفها آليًا أو باستخدام الحد الأدنى من مواد التشحيم لأن الجرافيت يعمل كمواد تشحيم طبيعية. تعتبر سرعات القطع من 200 إلى 400 م/دقيقة مع إدخالات من السيراميك أو الكربيد المطلي قياسية. تعمل رقائق الجرافيت الكاشطة على تسريع تآكل الجوانب، مما يجعل إدارة عمر الأداة أمرًا بالغ الأهمية في برامج الحديد الزهر كبيرة الحجم. مقارنة مؤشر قابلية التشغيل الآلي: لمحة سريعة عن المواد الأساسية يصنف مؤشر قابلية التصنيع مدى سهولة قطع المادة مقارنة بالنحاس الذي يتم تصنيعه بشكل حر (100%). ويعني المؤشر الأعلى سرعات قطع أسرع، وعمرًا أطول للأداة، وتكلفة أقل لكل جزء. يعد فهم هذا المؤشر أمرًا أساسيًا عند تكوين مركز تحويل متعدد المحاور لمادة جديدة. مؤشر قابلية التصنيع النسبي حسب المادة (النحاس C36000 = 100%) تصنيع مجاني للنحاس 100% الألومنيوم 6061 ~90% الحديد الزهر الرمادي ~70% الكربون الصلب 1045 ~55% الفولاذ المقاوم للصدأ 316L ~35% التيتانيوم Ti-6Al-4V ~22% إنكونيل 718 ~10% المؤشر الأدنى = يتطلب ماكينة أكثر صلابة، وسرعات أبطأ، وأدوات متميزة للحفاظ على جودة الجزء وعمر الأداة. المواد التي يصعب تصنيعها آليًا: التيتانيوم، والسبائك الفائقة، والفولاذ المقسى الصناعات ذات القيمة العالية - الطيران، والدفاع، وتوليد الطاقة، والصناعات الطبية - تتطلب في كثير من الأحيان أجزاء من مواد مقاومة للقطع بطبيعتها. يمكن لآلة الخراطة والطحن الكهربائية عالية السرعة، جنبًا إلى جنب مع معلمات العملية الصحيحة، معالجة هذه المواد بشكل موثوق واقتصادي. سبائك التيتانيوم (Ti-6Al-4V) تعمل الموصلية الحرارية المنخفضة على تركيز الحرارة عند حافة القطع. يؤدي التقارب الكيميائي العالي إلى لحام التيتانيوم بالأداة. يتطلب النجاح: أدوات حادة من الكربيد مطلية بمادة PVD، وسرعات سطحية تبلغ 40-80 م/دقيقة، ومبرد عالي الضغط (80-150 بار)، وتثبيتات صلبة على مركز الدوران. وتشمل التطبيقات النموذجية الإطارات الهيكلية الفضائية، وزراعة العظام، والمثبتات الفضائية. السبائك الفائقة القائمة على النيكل (إنكونيل 718، Hastelloy) تحتفظ بالقوة عند درجات حرارة مرتفعة، مما يجعلها صعبة للغاية للقطع - قوى القطع أعلى بمقدار 2-3 مرات من الفولاذ الطري. تعتبر المدخلات الخزفية (SiAlON أو Al2O3) بسرعات عالية (200-400 م/دقيقة) أو الكربيد المطلي بسرعات متحفظة (25-50 م/دقيقة) هما الاستراتيجيتان الرئيسيتان. وتظهر هذه المواد في شفرات التوربينات وغرف الاحتراق ومكونات المفاعلات الكيميائية. الفولاذ المقسى (45-65 HRC) يمكن أن يؤدي التشغيل القوي لآلة مطحنة CNC صلبة مع إدخالات CBN (نيتريد البورون المكعب) بسرعة 120-200 م/دقيقة إلى تحقيق Ra 0.4-0.8 ميكرومتر - مشابه للطحن الأسطواني، ولكن في مشبك واحد. يؤدي هذا إلى التخلص من أخطاء إعادة التثبيت وتقليل وقت الدورة بشكل كبير بالنسبة لمقاعد المحمل، ودفاتر التروس، ومكونات القالب. سبائك الكوبالت والكروم يستخدم في الأطراف الاصطناعية للأسنان، وزراعة الورك والركبة، ومكونات صمامات القلب. كاشطة للغاية وعرضة للتصلب العملي. تعد أدوات الكربيد الدقيقة الحبيبات المزودة بطبقات TiAlN وأعماق القطع المحافظة ومعدلات التغذية المتسقة ضرورية للتحكم في تآكل الأداة وتحقيق اللمسة النهائية للسطح دون الميكرون التي تتطلبها المعايير الطبية. عمر الأداة (بالدقائق) مقابل صعوبة المواد - إدراج الكربيد في الظروف القياسية 120 دقيقة 90 دقيقة 60 دقيقة 30 دقيقة 10 دقيقة النحاس الألومنيوم الكربون الصلب غير القابل للصدأ التيتانيوم Inconel 120 دقيقة 115 دقيقة 75 دقيقة 52 دقيقة 28 دقيقة 10 دقيقة العمر التقريبي للأداة في ظروف القطع القياسية الموصى بها (إدراج كربيد مطلي) هندسة البلاستيك والمواد غير المعدنية في حين أن التطبيق الأساسي للتصنيع باستخدام الحاسب الآلي الدقيق في مراكز الخراطة والطحن هو المواد المعدنية، إلا أن العديد من الآلات تم تكوينها أيضًا للبلاستيك الهندسي المستخدم في الأجهزة الطبية ومعدات تجهيز الأغذية ومكونات العزل الكهربائي. يتم تصنيع البلاستيك الهندسي بشكل شائع في مراكز الطاحونة CNC مادة الخصائص الرئيسية التطبيقات النموذجية ملاحظة التصنيع نظرة خاطفة مقاومة درجات الحرارة العالية، متوافقة حيويا زراعة العمود الفقري، ومقاعد الصمامات كربيد حاد، لا يوجد مبرد أو هواء جاف ديلرين (بوم) التشحيم الذاتي، مستقرة الأبعاد التروس والبطانات والبكرات قابلية تصنيع ممتازة، الحد الأدنى من الحرارة نايلون (PA66) مقاومة للصدمات، خفيفة الوزن الأقواس الهيكلية، العلب التحكم في امتصاص الرطوبة قبل المعالجة بتف (تفلون) المقاومة الكيميائية، الاحتكاك المنخفض الأختام والبطانات والعزل الكهربائي ناعمة جدًا - تتطلب أدوات حادة وتركيبات داعمة متطلبات تكوين الماكينة حسب فئة المادة إن اختيار تكوين الماكينة المناسب لمجموعة مواد معينة لا يقل أهمية عن الماكينة نفسها. إن آلة الخراطة والطحن الكهربائية عالية السرعة المصممة للألمنيوم سوف يكون أداؤها أقل من التيتانيوم إذا لم تتم مطابقة مجالات المواصفات الرئيسية بشكل صحيح. نطاق سرعة المغزل الألومنيوم and brass require high spindle speeds (8,000–20,000 RPM) for efficient chip removal and fine surface finish. Titanium and superalloys demand low speeds (200–800 RPM for turning) with high torque. A machine with a wide speed range and good torque curve across RPM bands provides maximum material flexibility. ضغط نظام التبريد يكفي مبرد الفيضان القياسي (5-10 بار) للصلب والألمنيوم. يعتبر سائل التبريد عالي الضغط عبر المغزل (70-150 بار) ضروريًا لعمليات التيتانيوم، والإنكونيل، وعمليات الحفر العميق - فهو يخترق مباشرة إلى حافة القطع، مما يقلل من الضرر الحراري ويطرد الرقائق من الجيوب العميقة. الصلابة الهيكلية تولد السبائك الفائقة الخراطة والتصنيع الصلبة قوى القطع التي يمكن أن تؤدي إلى انحراف المغازل والشرائح، مما يتسبب في حدوث خطأ في الأبعاد والثرثرة. تعتبر الخرسانة البوليمرية أو قواعد الحديد الزهر المضلعة بشدة، وأذرع المغزل القصيرة، والحزوز الدليلية المحملة مسبقًا من الخصائص التي يجب البحث عنها في الآلات المخصصة للمواد الصعبة. إدارة الشريحة تتطلب الرقائق الطويلة الخيطية المصنوعة من الفولاذ المقاوم للصدأ والنحاس، وخطر حريق التيتانيوم من الرقائق الدقيقة، ناقلات شرائح نشطة، وقواطع شرائح في الأدوات، وفي بعض الحالات أنظمة كشف الشرر. ويجب تصميم إستراتيجية إدارة الرقائق جنبًا إلى جنب مع إستراتيجية المواد. استراتيجية المواد والصناعة والتصنيع الموصى بها: مرجع سريع يلخص الجدول أدناه معلمات المعالجة العملية لاستخدامها كنقطة بداية عند إعداد آلة طحن وخراطة دقيقة عالية السرعة لمادة جديدة. قم دائمًا بالتحقق من صحة بيانات الشركة المصنعة للأداة وإجراء تجارب التأكيد على المخزون التمثيلي قبل الالتزام بمعايير الإنتاج. معلمات نقطة البداية - تأكد من خلال أوراق بيانات الأدوات والتجارب قبل الإنتاج الكامل مادة سرعة القطع (م/دقيقة) الأدوات الموصى بها استراتيجية المبرد الصناعة الرئيسية الألومنيوم 6061/7075 500-3000 كربيد غير مطلي / DLC الفيضان أو MQL الفضاء الجوي، المركبات الكهربائية، المستهلك الكربون الصلب 1045 150-300 كربيد مطلي بـ TiN/TiAlN مبرد الفيضان سيارات، مهندس عام. غير القابل للصدأ 316L 100-200 كربيد مطلي بمادة PVD الضغط العالي (70-150 بار) طبية وغذائية وبحرية التيتانيوم Ti-6Al-4V 40-80 كربيد PVD حاد الضغط العالي (100-150 بار) الفضاء والطبية إنكونيل 718 25-60 السيراميك / سي بي ان الضغط العالي أو الجاف (السيراميك) الفضاء الجوي، جنرال الطاقة. الفولاذ المقسى (> 50 HRC) 80-200 إدراج سي بي إن انفجار الهواء الجاف أو الحد الأدنى يموت والعفن، وإذ تضع، والعتاد حول نينغبو هونغجيا CNC Technology Co., Ltd. نينغبو هونغجيا CNC Technology Co., Ltd. بدأت في عام 2006 وتم تأسيسها رسميًا في عام 2018. تقع شركة Hongjia CNC في منطقة Qianwan الجديدة، مدينة Ningbo، مقاطعة Zhejiang - في الجناح الجنوبي للمنطقة الاقتصادية لدلتا نهر اليانغتسى في الصين - وهي مؤسسة متخصصة في البحث والتطوير والإنتاج والمبيعات لمعدات قطع المعادن CNC. باعتبارها شركة رائدة في الصين في تصنيع آلات الخراطة والطحن ذات المغزل المزدوج وشركة آلات الخراطة والطحن ذات المغزل الكهربائي عالية السرعة بالجملة، فإن Hongjia CNC تجمع بين القوة التقنية القوية والخبرة الصناعية الغنية. تلتزم الشركة بتزويد العملاء بحلول CNC المتقدمة - بما في ذلك آلات الخراطة والطحن الدقيقة عالية السرعة، ومراكز الخراطة متعددة المحاور، وآلات مطحنة الخراطة CNC - التي تلبي احتياجات الإنتاج المتنوعة للعملاء عبر صناعات السيارات والفضاء والطبية والهندسية العامة. بفضل فريق البحث والتطوير الداخلي والمعرفة العميقة بالتطبيقات عبر مجموعة واسعة من مواد قطع العمل، فإن Hongjia CNC في وضع يمكنها من دعم العملاء بدءًا من اختيار الماكينة وتحسين المعلمات وحتى زيادة الإنتاج الكامل - مما يضمن مطابقة حل الخراطة والطحن المناسب للمادة المناسبة، في كل مرة. الأسئلة المتداولة Q1: هل يمكن لآلة مطحنة الدوران CNC معالجة الخراطة والطحن في إعداد واحد؟ نعم. تقوم آلة الطاحونة الدورانية CNC بدمج الخراطة (قطعة العمل الدوارة، الأداة الثابتة) والطحن (أداة الدوران، قطعة العمل المتحكم فيها) ضمن منصة واحدة. وهذا يعني أنه يمكن إكمال ميزات مثل الأقطار الدائرية، والمسطحات المطحونة، والثقوب المتقاطعة المحفورة، والميزات الملولبة في مشبك واحد - مما يؤدي إلى القضاء على أخطاء إعادة التثبيت، وتقليل وقت المعالجة، وتحسين دقة الأبعاد الإجمالية. Q2: ما هي أصعب المواد التي يمكن لآلة الخراطة والطحن عالية السرعة معالجتها؟ باستخدام أدوات CBN (نيتريد البورون المكعب)، يمكن للآلة الصلبة تحويل المواد بقوة تصل إلى 65 HRC - مثل فولاذ الأدوات المتصلب أو الفولاذ الحامل. السبائك الفائقة القائمة على النيكل مثل Inconel 718، على الرغم من أنها ليست الأصعب من حيث HRC، إلا أنها الأكثر تحديًا بشكل عام نظرًا لقوى القطع العالية، والتوصيل الحراري المنخفض، ومعدلات التآكل القوية للأدوات. كلاهما يتطلب آلة ذات صلابة ممتازة للمغزل، وقدرة تبريد عالية الضغط، وبنية حرارية مستقرة. س 3: كيف يعمل المغزل الكهربائي عالي السرعة على تحسين تصنيع الألمنيوم؟ يسمح المغزل الكهربائي عالي السرعة بسرعات دوران تتراوح بين 12000 و20000 دورة في الدقيقة أو أعلى، وهو أمر ضروري لتصنيع الألمنيوم. عند هذه السرعات، يتم تحسين حمل الرقاقة لكل سن، وتبقى درجة حرارة القطع منخفضة، ويتحسن تشطيب السطح بشكل ملحوظ. والنتيجة هي أوقات دورات أسرع، وقيم Ra أفضل (غالبًا Ra 0.4–0.8 ميكرومتر على الوجوه المطحونة)، وعمر أطول للأداة مقارنةً بالمغازل التقليدية التي تعمل بالتروس والتي تصل إلى 4000-6000 دورة في الدقيقة. س 4: هل مركز الخراطة متعدد المحاور أفضل من مخرطة CNC القياسية للأجزاء المعقدة؟ بالنسبة للأجزاء ذات الميزات المتعددة على أوجه مختلفة - الثقوب المتقاطعة، والمسطحات المطحونة، والمقاطع الجانبية المحددة، والتجويف المدور - يوفر مركز الخراطة متعدد المحاور مزايا كبيرة مقارنة بمخرطة CNC القياسية. فهو يقلل من عدد عمليات الإعداد من ثلاث أو أربع عمليات إلى عملية واحدة أو اثنتين، مما يحسن الدقة من خلال القضاء على تراكم أخطاء إعادة التثبيت وتقليل إجمالي المهلة بنسبة 30-60% على العمود المعقد والمكونات المنشورية. س 5: ما هو ضغط المبرد المطلوب لمعالجة التيتانيوم في مركز الخراطة والطحن؟ التيتانيوم machining generally requires through-spindle or through-tool coolant at 70–150 bar (1,000–2,200 PSI). Standard flood coolant at 5–10 bar does not penetrate the cutting zone effectively enough to remove heat at the tool-chip interface, causing premature tool failure and potential workpiece discoloration. High-pressure coolant also helps break and evacuate titanium's long, stringy chips, which can otherwise re-cut and damage the surface finish. س 6: هل يمكن لمراكز التصنيع باستخدام الحاسب الآلي الدقيقة إنتاج تشطيبات سطحية من الدرجة الطبية؟ نعم. من خلال المزيج الصحيح من المغزل عالي السرعة، والتركيبات المقاومة للاهتزاز، وإدخالات التشطيب من الكربيد الناعم، ومعلمات القطع المحسنة، يمكن لمركز التصنيع باستخدام الحاسب الآلي الدقيق تحقيق Ra 0.2–0.4 ميكرومتر على الفولاذ المقاوم للصدأ والتيتانيوم - ضمن النطاق المطلوب للغرسات الجراحية ومكونات الأدوات الطبية. يتم في بعض الأحيان تطبيق خطوات إضافية للتلميع الكهربائي أو السفع بالخرز بعد ذلك، ولكن يجب أن تكون جودة السطح المُشكل آليًا هي أساس البداية.
إذا كنت بحاجة إلى تصنيع أجزاء معقدة باستخدام الخراطة والطحن والحفر والنقر في إعداد واحد، أ آلة مطحنة الدوران الأفقية هو الحل الأكثر كفاءة المتاحة اليوم. الإجابة المباشرة: اختر بناءً على حجم قطعة العمل لديك، والمحاور المطلوبة، ونوع المغزل، وحجم الإنتاج، ثم قم بمطابقة تلك المواصفات مع المواصفات التي تم التحقق منها للماكينة. يرشدك هذا الدليل إلى كل العوامل المهمة، مدعومًا ببيانات حقيقية وأمثلة عملية. ما هو مركز مطحنة الدوران الأفقي باستخدام الحاسب الآلي ؟ أ مركز مطحنة الدوران باستخدام الحاسب الآلي يجمع بين وظائف مخرطة CNC ومركز التصنيع في منصة واحدة. تدور قطعة العمل كما هو الحال في عملية الخراطة التقليدية، في حين تقوم أدوات الطحن المدفوعة بعمليات خارج المركز وزاوية وكفافية في وقت واحد. تعمل التكوينات الأفقية على وضع محور المغزل موازيًا للأرض، مما يحسن عملية إخلاء الرقاقة، ويدعم قطع العمل الأثقل، ويتيح معالجة مخزون القضبان لفترة أطول. تُستخدم هذه الآلات على نطاق واسع في قطاعات الطيران والسيارات والهيدروليكيا وتصنيع الأجهزة الطبية والطاقة هندسة معقدة والتسامح ضيق (غالبًا ±0.005 مم أو أفضل) يجب تحقيقها على نطاق واسع. المزايا الوظيفية الرئيسية على المخارط التقليدية يزيل الإعدادات الثانوية - الأجزاء الكاملة في مشبك واحد يقلل من تكاليف التركيبات وأخطاء التعامل مع العمليات المشتركة يدعم الاستيفاء المتزامن متعدد المحاور للأسطح المعقدة إنتاجية أعلى لكل مساحة أرضية مقارنة بالآلات المستقلة متوافق مع أنظمة الأتمتة وتغذية القضبان لإنتاج إطفاء الأنوار فهم أنواع الآلات: ما التكوين الذي يناسب عملك؟ ليست كل آلات الطاحونة مبنية بنفس الطريقة. يؤدي تحديد التكوين الصحيح إلى منع حالات عدم التطابق المكلفة بين قدرة الماكينة ومتطلبات الأجزاء. نوع الآلة أxis Count أفضل ل الصناعات النموذجية مطحنة الدوران القياسية 4 محاور أجزاء دوارة مع ميزات خارج المحور التصنيع العام، السيارات آلة الخراطة CNC متعددة المحاور 5 محاور أشكال هندسية معقدة أerospace, medical implants آلة الخراطة والطحن ذات المغزل المزدوج 6 محاور استكمال المعالجة الأمامية/الخلفية في دورة واحدة أجزاء دقيقة عالية الحجم آلة تحول وطحن المغزل الكهربائية عالية السرعة 5-6 محور معادن ناعمة، وأجزاء رقيقة الجدران، وتشطيبات دقيقة الالكترونيات والبصريات وطب الأسنان الجدول 1: تكوينات الطاحونة الأفقية الشائعة وتطبيقاتها بالنسبة لإنتاج كميات كبيرة من الأجزاء من النوع ذي العمود الذي يقل قطره عن 200 مم، يتعامل التكوين القياسي المكون من 4 أو 5 محاور مع معظم المهام بكفاءة. إذا كانت الأجزاء الخاصة بك تتطلب معالجة خلفية كاملة دون إعادة التثبيت، فإن آلة الطحن والخراطة المشتركة ذات المغزل المزدوج الهندسة المعمارية هي الاستثمار الصحيح. المواصفات الحاسمة للتقييم قبل الشراء إن مقارنة الأجهزة بورقة المواصفات وحدها ليست كافية، فأنت بحاجة إلى فهم ما تعنيه كل معلمة بالنسبة لعبء العمل الفعلي لديك. سرعة المغزل والقوة تتراوح سرعات المغزل الرئيسية عادةً من 4000 إلى 6000 دورة في الدقيقة للآلات الصناعية الثقيلة، في حين طحن المغزل على آلة الخراطة والطحن الدقيقة عالية السرعة يمكن أن تتجاوز 12000 دورة في الدقيقة. تعمل تصميمات المغزل الكهربائي على تقليل توليد الحرارة والاهتزاز، مما يعمل بشكل مباشر على تحسين تشطيب السطح - يمكن تحقيق قيم Ra أقل من 0.8 ميكرومتر على الألومنيوم والفولاذ المقاوم للصدأ. أxis Travel and Workpiece Capacity قم بقياس أكبر قطعة عمل مخططة أولاً. توفر الماكينات الأفقية عمومًا انتقال المحور X من 200 مم إلى أكثر من 1000 مم، والمحور Z من 500 مم إلى 2000 مم. إذا كنت تقوم بمعالجة مكونات العمود بانتظام، فتأكد من المسافة بين وجه ظرف الظرف وحركة ريشة غراب الذيل - حيث تتسبب الأخطاء الشائعة في حدوث اختناقات في الإنتاج. سعة مجلة الأداة تتطلب الأجزاء المعقدة غالبًا ما بين 20 إلى 40 أداة في برنامج واحد. قد تقدم الآلات ذات المستوى المبتدئ أبراجًا مكونة من 12 محطة، بينما تكون متقدمة آلات مطحنة الدوران الصناعية تتميز بمجلات أدوات من نوع الأسطوانة أو من النوع المتسلسل تحتوي على 40-80 أداة. إن عدم كفاية سعة المجلة يفرض تغييرات على الأداة اليدوية في منتصف البرنامج، مما ينفي توفير وقت الدورة. منصة تحكم CNC تحدد وحدة التحكم مرونة البرمجة وإمكانية المحاكاة والتكامل مع برنامج CAM. تدعم الأنظمة الأساسية الرئيسية الاستيفاء المتزامن خماسي المحاور، ودورات القياس على الجهاز، والاتصال بالشبكة لتشغيل DNC (التحكم الرقمي المباشر). تأكد من إلمام فريقك الهندسي بلهجة التحكم قبل الالتزام. التعويض الحراري والصلابة ل آلة الطحن الدورانية الدقيقة تحمل التفاوتات التي تقل عن ± 0.01 مم، وأنظمة التعويض الحراري غير قابلة للتفاوض. ابحث عن أسِرَّة هيدروستاتيكية أو من حديد الزهر المضلع بشدة، وخوارزميات التصحيح الحراري التلقائي، وأنظمة التبريد التي يتم التحكم في درجة حرارتها. سوف تنجرف الآلات التي لا تحتوي على هذه الميزات مع تغير درجة الحرارة المحيطة أثناء تحول الإنتاج. أxis Count: How Many Do You Actually Need? المزيد من المحاور يزيد من القدرة ولكن أيضًا من تعقيد البرمجة وتكلفة الماكينة. فيما يلي إطار عمل عملي لمطابقة عدد المحاور مع تعقيد الأجزاء: 3 1 محور (المحور C): الحفر / الطحن الشعاعي والوجهي على الأجزاء الدوارة. مناسبة للموصلات ذات الحواف وأجسام الصمامات. 4 محاور (المحور C Y): الطحن خارج المركز، والممرات الرئيسية، والأسطح المسطحة. يغطي غالبية مكونات العمود الصناعي. 5 محاور (المحور C Y B): أngled bores, compound angles, turbine blades, and complex medical parts. Essential for aerospace components. 6 محاور مع المغزل الفرعي: استكمال الجزء بالكامل بما في ذلك ميزات المؤخر. ال آلة الخراطة والطحن ذات المغزل المزدوج تقوم الهندسة المعمارية بتمرير الأجزاء تلقائيًا من المغزل الرئيسي إلى المغزل الفرعي، مما يقلل وقت الدورة بما يصل إلى 40% مقارنة بإعدادات الجهازين. تقليل وقت الدورة المقدر مقابل إعداد مركز تصنيع المخرطة المستقل 4 محاور Turn Mill ~20% 5 محاور Turn Mill ~30% مطحنة الدوران ذات المغزل المزدوج ~40% المغزل الكهربائي عالي السرعة ~25% المصدر: دراسات حالة مقارنة للإنتاج عبر منشآت التصنيع الدقيقة، 2024-2025 العمارة ثنائية المغزل: متى ولماذا تؤتي ثمارها ال آلة الطحن والخراطة المشتركة ذات المغزل المزدوج يعد التصميم أحد أكثر الابتكارات تأثيرًا في التصنيع الدقيق الحديث. إنه يدمج المغزل الرئيسي والمغزل الفرعي على نفس المحور الأفقي. بعد أن يكمل المغزل الرئيسي عمليات الجانب الأمامي، يلتقط المغزل الفرعي الجزء تلقائيًا - لا يوجد مشغل، ولا إعادة تثبيت، ولا يوجد خطر في القياس. تكون هذه البنية أكثر قيمة عندما: تتطلب الأجزاء ميزات مُشكَّلة آليًا على كلا الطرفين (على سبيل المثال، أعمدة ملولبة، وأجسام الموصلات) تتجاوز أحجام الدفعات 500 قطعة لكل عملية إنتاج يجب أن تكون دقة الموضع بين الميزات الأمامية والخلفية في حدود ±0.01 مم يعد تقليل تكلفة العمالة أولوية استراتيجية (أصبحت عمليات التشغيل بدون طيار بين عشية وضحاها قابلة للتطبيق) في حالة إنتاج التركيبات الهيدروليكية الموثقة، يتم التبديل من سير عمل الخراطة والطحن المنفصل إلى أدى إعداد الطاحونة الدوارة ذات المغزل المزدوج إلى تقليل وقت الدورة لكل جزء من 8.4 دقيقة إلى 5.1 دقيقة - تحسن بنسبة 39% - مع خفض الخردة من 1.8% إلى 0.4% بسبب التخلص من أخطاء إعادة التثبيت. المغزل الكهربائي عالي السرعة: مزايا التطبيقات الدقيقة تقدم المغازل التقليدية التي تعمل بالحزام أو التي تعمل بالتروس اللعب الميكانيكي والاهتزاز الذي يحد من جودة السطح عند عدد دورات عالية في الدقيقة. أ آلة تحول وطحن المغزل الكهربائية عالية السرعة يدمج المحرك مباشرة في مبيت عمود الدوران، مما يزيل مكونات المحرك المتوسطة. خشونة السطح (Ra μm) مقابل سرعة مغزل الطحن - المغزل الكهربائي مقابل مغزل محرك التروس 0 0.4 0.8 1.2 1.6 4K 6 كيلو 8 كيلو 10 ألف 12 ألف دورة في الدقيقة المغزل الكهربائي مغزل محرك التروس انخفاض Ra = تشطيب أفضل للسطح. يحافظ المغزل الكهربائي على الجودة عند عدد دورات مرتفع في الدقيقة بينما يتدهور محرك التروس. تشمل الفوائد الرئيسية لتكنولوجيا المغزل الكهربائي نفاد المغزل أدناه 0.002 ملم ، وتقليل الضوضاء بمقدار 8-12 ديسيبل مقارنة بالأنظمة التي تعمل بالتروس، وتقليل أوقات تسخين المغزل من 15 دقيقة إلى أقل من 3 دقائق. بالنسبة للصناعات التي تتطلب أسطحًا ذات تشطيب مرآة أو تفاوتات ضيقة في التجويف، فإن هذه التقنية ليست اختيارية - إنها متطلب أساسي. تقييم جودة البناء والنزاهة الهيكلية أn آلة مطحنة الدوران الصناعية هو استثمار رأسمالي طويل الأجل، ومن المتوقع في كثير من الأحيان أن يعمل بشكل موثوق لمدة 10-20 سنة. لا تحدد السلامة الهيكلية الدقة الأولية فحسب، بل تحدد الأداء المستدام بمرور الوقت. ما يجب فحصه في هيكل الآلة مادة السرير: حديد زهر ميهانيت عالي الجودة أو مركب خرساني بوليمر. تمتص الأسطح الخرسانية البوليمرية الاهتزازات بنسبة 6-8 مرات أفضل من الحديد الزهر القياسي. نوع الارشادية: توفر أدلة الأسطوانة الخطية احتكاكًا منخفضًا وسرعة عالية؛ توفر الحزوز الدليلية الصندوقية تخميدًا فائقًا للقطع الثقيل. تجمع العديد من الآلات المتميزة بين الاثنين. محمل المغزل التحميل المسبق: ابحث عن محامل التلامس الزاوي ذات التحميل المسبق القابل للتعديل، والتي تم تصنيفها للحد الأقصى المحدد لعدد الدورات في الدقيقة عند الخدمة المستمرة. مواصفات الكرة اللولبية: فئة C3 أو أفضل من حيث الدقة؛ اقتران مباشر (بدون حزام) بين محرك سيرفو والمسمار الكروي يزيل رد الفعل العكسي. إدارة المبرد والرقاقة: يعمل سائل التبريد عبر المغزل عند ضغط 40-70 بار على تحسين عمر الأداة بنسبة تصل إلى 30% في عمليات الحفر العميقة. تطبيقات الصناعة: مطابقة الآلة للقطاع تضع القطاعات المختلفة متطلبات مختلفة على معدات الطاحونة الدوارة. إن فهم المتطلبات المحددة لصناعتك يمنع الإفراط في المواصفات (الميزانية المهدرة) أو نقص المواصفات (فجوات الأداء). الصناعة الجزء النموذجي متطلبات المفتاح التكوين الموصى به أutomotive العمود المرفقي، المحاور، التجهيزات حجم كبير، والتسامح المستمر ثنائي المغزل 5 محاور أerospace الأجزاء الهيكلية من التيتانيوم الهندسة المعقدة، والتتبع 5 محاور Multi Axis CNC Turning Machine طبي مسامير العظام، يزرع الانتهاء من السطح Ra ≥ 0.4 ميكرومتر المغزل الكهربائي عالي السرعة الهيدروليكية / الطاقة أجسام الصمامات، المشعبات الحفر العميقة، والحفر المتقاطع 5 محاور with Y-axis through coolant إلكترونيات العلب موصل، ومآخذ ميزات دقيقة، استدارة ضيقة المغزل الكهربائي عالي السرعة, small swing الجدول 2: دليل مطابقة التكوين من الصناعة إلى الآلة أ 5-Step Selection Process for Buyers اتبع هذا النهج المنظم لتجنب أخطاء الشراء الشائعة ومواءمة اختيار الماكينة مع احتياجات الإنتاج الفعلية. تحديد المغلف الجزء الخاص بك: قم بإدراج الأجزاء العشرة الأكثر تعقيدًا التي ستقوم بتصنيعها. تحديد أقصى قطر، أقصى طول، أصغر ميزة، أقصى قدر من التسامح. تحديد المحاور المطلوبة: قم بتعيين كل ميزة إلى محور. الثقوب خارج المركز = المحور Y. التجاويف الزاوية = المحور B. ميزات المؤخر = المغزل الفرعي. تحديد حجم الإنتاج: الحجم المنخفض (أقل من 50 قطعة/يوم) يفضل المرونة. الحجم الكبير (أكثر من 500 قطعة/يوم) يفضل وقت الدورة والاستعداد للتشغيل الآلي. طلب اختبارات القطع: أny reputable manufacturer will perform a test cut on your material with your geometry. Measure results with your own instruments. تقييم البنية التحتية لما بعد البيع: تأكد من مهندسي الخدمة المحليين، ومدة قطع الغيار أقل من 48 ساعة، وإمكانية التشخيص عن بعد قبل الانتهاء. أbout Ningbo Hongjia CNC Technology Co., Ltd. نينغبو هونغجيا CNC Technology Co., Ltd. بدأت في عام 2006 وتم تأسيسها رسميًا في عام 2018. تقع شركة Hongjia CNC في منطقة Qianwan الجديدة، مدينة Ningbo، مقاطعة Zhejiang - في الجناح الجنوبي للمنطقة الاقتصادية لدلتا نهر اليانغتسى في الصين - وهي مؤسسة متخصصة في البحث والتطوير والإنتاج والمبيعات لمعدات قطع المعادن CNC. أs a recognized الشركة المصنعة لآلة الطحن والخراطة ذات المغزل المزدوج في الصين ومورد بالجملة ل آلات الخراطة والطحن الكهربائية عالية السرعة ، تجمع Hongjia CNC بين القدرة التقنية القوية والخبرة الصناعية العميقة. تلتزم الشركة بتقديم حلول CNC متقدمة تلبي المتطلبات المتطورة للعملاء عبر قطاعات السيارات والفضاء والهيدروليكيا والطبية والإلكترونيات في جميع أنحاء العالم. الأسئلة المتداولة س 1: ما هو الفرق بين مركز مطحنة الدوران CNC ومخرطة CNC القياسية؟ أ standard CNC lathe only rotates the workpiece for turning operations. A CNC Turn Mill Center adds driven milling spindles and additional linear/rotary axes, enabling milling, drilling, boring, and tapping in the same setup. This eliminates secondary operations and improves positional accuracy between features. س2: هل أحتاج إلى آلة ذات 5 محاور أم أن التكوين ذو 4 محاور سيكون كافيًا؟ إذا كانت الأجزاء الخاصة بك تتطلب ميزات بزوايا مركبة - مثل التجاويف الزاوية غير المتعامدة مع محور المغزل - فأنت بحاجة إلى المحور B (المحور الخامس). إذا كانت جميع الميزات المطحونة شعاعية أو متوازية الوجه، فإن الماكينة ذات 4 محاور مع المحور Y تغطي غالبية التطبيقات الصناعية باستثمار أقل وبرمجة أبسط. Q3: ما هي المواد التي يمكن لآلة المطحنة الأفقية معالجتها؟ الse machines handle a broad material range: mild steel, stainless steel, aluminum alloys, titanium, copper, brass, engineering plastics, and superalloys such as Inconel. Material selection influences spindle speed, feed rate, and coolant strategy—confirm the machine's torque curve matches the cutting parameters required for your specific material. س 4: كيف تعمل آلة الطحن والخراطة ذات المغزل المزدوج على تحسين كفاءة الإنتاج؟ من خلال نقل الجزء تلقائيًا من المغزل الرئيسي إلى المغزل الفرعي بعد اكتمال معالجة الجانب الأمامي، فإن الماكينة تتخلص من إعادة التثبيت اليدوي، وإعادة التصفير، ووقت الانتظار. يمكن أن يعمل كلا المغزلين في وقت واحد في بعض التكوينات. تعمل هذه البنية عادةً على تقليل وقت الدورة الإجمالي بنسبة 35-40% للأجزاء ذات الميزات على كلا الطرفين. س 5: ما هو جدول الصيانة الذي يجب اتباعه لآلة الطحن الدورانية الدقيقة؟ يجب أن تشمل الفحوصات اليومية مستويات زيت التشحيم وتركيز سائل التبريد ووظيفة ناقل الرقاقة. تغطي المهام الأسبوعية تنظيف المسارات الإرشادية والتحقق من التسخين الحراري للمغزل. كل 500 ساعة تشغيل، قم بفحص التحميل المسبق للبراغي الكروية، وتحقق من محاذاة اقتران المحرك المؤازر، وتحقق من الدقة الهندسية باستخدام شريط الاختبار. إن اتباع جدول PM الخاص بالشركة المصنعة يحافظ على الدقة ويطيل عمر خدمة الماكينة بشكل كبير.
لا تتردد في الاتصال بنا عندما تحتاج إلينا!
جميع الحقوق محفوظة.لشركة هونغجيا لتكنلوجيا CNC المحدودة بنينغبو © حقوق الطبع والنشر