英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
مرحبا بكم في هونغجيا
قطع المعادن باستخدام الحاسب الآلي الشركة المصنعة المتخصصة
مرحبا بكم في هونغجيا
مرحبا بكم في هونغجيا
مرحبا بكم في هونغجيا
مرحبا بكم في هونغجيا
مرحبا بكم في هونغجيا

بدأت شركة هونغجيا لتكنلوجيا CNC المحدودة بنينغبو في عام 2006 وتأسست في عام 2018. تقع في منطقة تشيانوان الجديدة، مدينة نينغبو، مقاطعة تشجيانغ، الجناح الجنوبي لمنطقة دلتا نهر اليانغتسي الاقتصادية في الصين. وهي مؤسسة متخصصة في البحث والتطوير والإنتاج والمبيعات فيما يتعلق بمعدات قطع المعادن التي تستخدم الغاز المضغوط. مع قوة تقنية قوية وخبرة غنية في الصناعة، تلتزم شركة هونغجيا CNC بتوفير حلول CNC متقدمة للعملاء باستخدام تقنية الكمبيوتر لتلبية احتياجات العملاء في مختلف الصناعات.
تجربة الصناعة
الناتج السنوي
عملاء
قم بتخصيص التكوين وفقًا لمتطلبات منتج العميل.
خذ متطلبات منتج العميل كمعايير القبول للتأكد من عدم قلق العملاء بشأن شراء الآلات.
أداء عالي التكلفة، وتوفير التكاليف للعملاء.
يمكن للتكنولوجيا الاحترافية حل مشكلة نقاط الألم للعملاء، بحيث يمكن للعملاء القلق والاطمئنان.




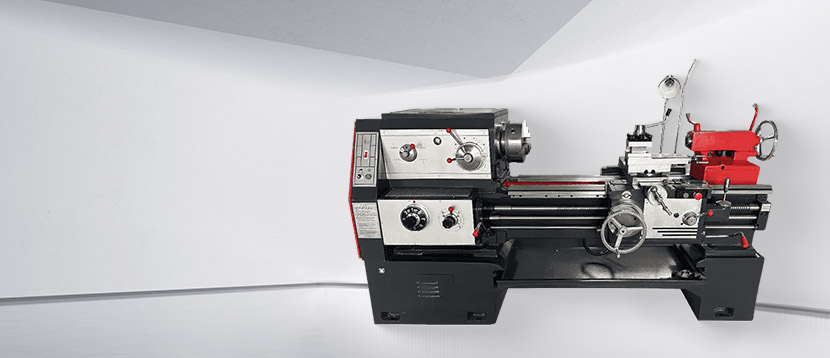
في عالم التصنيع الحديث، تعد الدقة والكفاءة أمرًا أساسيًا. واحدة من التقنيات الأكثر تقدما المستخدمة لتحقيق هذه الأهداف هي تحول أفقي باستخدام الحاسب الآلي . ولكن ما هو بالضبط CNC الأفقي، وكيف يفيد الصناعات التي تعتمد على الآلات الدقيقة؟ تحول أفقي باستخدام الحاسب الآلي هي عملية تصنيع تستخدم آلة تحويل يتم التحكم فيها بواسطة الكمبيوتر (CNC) لتشكيل وقطع المواد، عادة المعادن، إلى تصميمات محددة. في هذه العملية، يتم تركيب قطعة العمل على محور أفقي، مما يسمح بثبات أكبر وإزالة أفضل للرقائق أثناء عملية القطع. يرمز CNC إلى التحكم العددي بالكمبيوتر، وهو ما يعني أنه يتم التحكم في حركة الأدوات الآلية بواسطة برنامج كمبيوتر يضمن الدقة والتكرار. على عكس آلات الخراطة CNC العمودية، التي تحتوي على مغزل موجه رأسيًا، فإن آلات الخراطة CNC الأفقية لها مغزل موضوع بشكل أفقي. يوفر هذا التكوين مزايا من حيث القطع للخدمة الشاقة، واستقرار الأجزاء، وتحسين تدفق الرقائق. يتم استخدام الخراطة الأفقية CNC لإنشاء أشكال أسطوانية وأشكال معقدة أخرى بدقة عالية، مما يجعلها لا غنى عنها في صناعات مثل الطيران والسيارات والتصنيع الطبي. الميزات الرئيسية ل تحول أفقي باستخدام الحاسب الآلي العديد من الميزات تجعل تحول أفقي باستخدام الحاسب الآلي الاختيار المفضل للعديد من الصناعات: دقة عالية: تحول أفقي باستخدام الحاسب الآلي machines are capable of producing parts with incredibly tight tolerances, making them ideal for industries that require high-precision components, such as aerospace and automotive manufacturing. زيادة الاستقرار: يضمن التكوين الأفقي للآلة ثباتًا أكبر أثناء المعالجة، خاصة بالنسبة لقطع العمل الأثقل والأكبر. يساعد هذا الإعداد على تقليل الاهتزازات، مما يضمن عمليات قطع أكثر سلاسة ودقة. إزالة فعالة للرقاقة: مع الاتجاه الأفقي، يمكن أن تسقط الرقائق المنتجة أثناء المعالجة بسهولة أكبر، مما يقلل من خطر تداخلها مع عملية القطع وتحسين الكفاءة الإجمالية للآلة. براعة: يمكن لآلات الخراطة CNC الأفقية إجراء مجموعة واسعة من العمليات، بما في ذلك الحفر، والتواجه، والخراطة، واللولبة، مما يجعلها متعددة الاستخدامات للغاية لأنواع مختلفة من احتياجات التصنيع. تطبيقات الخراطة الأفقية باستخدام الحاسب الآلي تحول أفقي باستخدام الحاسب الآلي يتم استخدامه في مجموعة متنوعة من التطبيقات في مختلف الصناعات. بعض من الأكثر شيوعا ما يلي: صناعة الطيران: في مجال الطيران، الدقة أمر بالغ الأهمية. يتم استخدام الخراطة الأفقية باستخدام الحاسب الآلي لتصنيع شفرات التوربينات ومكونات المحرك والأجزاء المعقدة الأخرى التي يجب أن تلبي معايير الجودة الصارمة. صناعة السيارات: في صناعة السيارات، يتم إنتاج أجزاء مثل العمود المرفقي، وأقراص الفرامل، وأعمدة التروس بشكل شائع باستخدام الخراطة الأفقية باستخدام الحاسب الآلي. تضمن الدقة العالية التي توفرها هذه الآلات أن المكونات تلبي المواصفات اللازمة للأداء والسلامة. الصناعة الطبية: غالبًا ما تتطلب الأجهزة الطبية أجزاءً دقيقة وموثوقة. يتم استخدام الخراطة الأفقية باستخدام الحاسب الآلي لإنتاج مكونات مثل الأدوات الجراحية، والمزروعات، والأطراف الصناعية، والتي يجب أن تلتزم بلوائح الصحة والسلامة الصارمة. صناعة النفط والغاز: تتطلب صناعة النفط والغاز أجزاء متينة ودقيقة لأجهزة الحفر والمضخات والصمامات. إن آلات الخراطة CNC الأفقية قادرة على إنتاج هذه المكونات الثقيلة بدقة وموثوقية عالية. مزايا الخراطة الأفقية باستخدام الحاسب الآلي توفر الخراطة الأفقية باستخدام الحاسب الآلي العديد من الفوائد، مما يجعلها الخيار الأفضل للصناعات التي تتطلب تصنيعًا دقيقًا: زيادة الإنتاجية: يتم تشغيل الخراطة باستخدام الحاسب الآلي بشكل آلي، مما يقلل الحاجة إلى التدخل اليدوي. تؤدي هذه الأتمتة إلى دورات إنتاج أسرع، وخفض تكاليف العمالة، وزيادة الإنتاجية، مما يؤدي في النهاية إلى تعزيز الإنتاجية الإجمالية. فعالية التكلفة: الدقة والكفاءة تحول أفقي باستخدام الحاسب الآلي تقليل النفايات المادية والخردة. وهذا يؤدي إلى توفير التكاليف، خاصة بالنسبة للصناعات التي تتعامل مع المواد الخام باهظة الثمن مثل التيتانيوم أو الفولاذ عالي الجودة. الاتساق والتكرار: نظرًا لأن العملية يتم التحكم فيها بواسطة الكمبيوتر، فإن الخراطة الأفقية باستخدام الحاسب الآلي تضمن أن كل جزء يتم إنتاجه متطابق، مما يوفر الاتساق والتكرار الذي لا يمكن للتصنيع اليدوي تحقيقه. تعزيز السلامة: تعمل الأنظمة الآلية على تقليل الأخطاء البشرية وخطر وقوع حوادث في مكان العمل. بالإضافة إلى ذلك، يمكن للمشغلين مراقبة الآلات والتحكم فيها من مسافة آمنة، مما يعزز سلامة عملية التصنيع. كيف تعمل الخراطة CNC الأفقية على تحويل التصنيع؟ تحول أفقي باستخدام الحاسب الآلي أحدثت ثورة في التصنيع بعدة طرق رئيسية. ومن خلال تمكين الشركات المصنعة من إنتاج أجزاء عالية الدقة بأقل قدر من التدخل البشري، فقد جعل الإنتاج الضخم أكثر كفاءة وموثوقية. تسمح هذه التقنية للمصنعين بتلبية الطلب المتزايد على المكونات المعقدة في الصناعات التي تتطلب أداءً عاليًا، مثل الطيران والسيارات والأجهزة الطبية. علاوة على ذلك، فإن تعدد استخدامات آلات الخراطة الأفقية CNC يعني أنه يمكن تكييفها لإنتاج مجموعة واسعة من الأجزاء، بدءًا من المكونات الصغيرة المعقدة وحتى القطع الكبيرة شديدة التحمل. وتسمح هذه المرونة للمصنعين بتنويع عروضهم وتلبية مجموعة واسعة من الصناعات، مما يعزز قدرتهم التنافسية في السوق. تحول أفقي باستخدام الحاسب الآلي هي حجر الزاوية في التصنيع الحديث، حيث توفر دقة وكفاءة وتنوعًا لا مثيل لها. سواء كنت تنتج مكونات طيران معقدة أو قطع غيار سيارات، فإن تقنية التصنيع هذه تضمن أن منتجاتك تلبي أعلى معايير الجودة. من خلال تبني الخراطة الأفقية باستخدام الحاسب الآلي، لا يستطيع المصنعون تحسين عمليات الإنتاج الخاصة بهم فحسب، بل يمكنهم أيضًا الحفاظ على قدرتهم التنافسية في سوق دائم التطور. مع استمرار تقدم التكنولوجيا، سيصبح دور آلات الخراطة CNC في التصنيع أكثر أهمية لتحقيق الابتكار والتميز.
إذا كنت تعمل في الصناعة التحويلية، وخاصة في مجال تصنيع الأجزاء الدقيقة، فمن المؤكد أنك واجهت أو على الأقل سمعت عن مخارط CNC ذات السرير المائل. هذه المعدات تحظى بشعبية كبيرة في سوق المخارط الحديثة، خاصة عندما يتم وضع متطلبات عالية على كفاءة الإنتاج والدقة. إذًا، ما هي مخرطة CNC ذات السرير المائل للبرج؟ لماذا هو مهم جدا؟ كيف يجب أن نستخدمه، وما هي الاحتياطات التي يجب أن نتخذها؟ 1. ما هو برج يميل السرير مخرطة CNC ؟ ببساطة، مخرطة CNC ذات القاعدة البرجية المائلة هي مخرطة تجمع بين تكنولوجيا CNC ومغير الأدوات البرجية. أكبر فرق عن المخارط التقليدية هو أن قاعها ليس أفقيًا، ولكنه مائل (عادةً بزاوية حوالي 30 درجة)، ومن هنا جاء اسم "السرير المائل". بالإضافة إلى ذلك، فهي مجهزة بمبدل أدوات برجي يمكنه تخزين أدوات مختلفة متعددة والتبديل بينها تلقائيًا وفقًا لاحتياجات المعالجة. وهذا يجعل المعدات أكثر كفاءة ودقة عند معالجة الأجزاء المعقدة. الميزات الأساسية: تصميم السرير المائل: يوفر تصميم السرير المائل إمكانات أفضل لإزالة الرقائق، مما يمنع تراكم الرقائق من التأثير على عملية المعالجة. أداة تغيير الأدوات البرجية: يمكن تحميل أدوات متعددة مرة واحدة وتبديلها تلقائيًا عبر نظام CNC، مما يقلل من التدخل اليدوي ويحسن كفاءة المعالجة. 2. لماذا برج يميل السرير مخرطة CNC مهم جدا؟ بالنسبة للعديد من الصناعات التحويلية الحديثة، تعد دقة التصنيع وكفاءة الإنتاج أمرًا أساسيًا للقدرة التنافسية. غالبًا ما تتطلب المخارط التقليدية تغييرات يدوية متكررة في الأدوات، وهو أمر مرهق ويستغرق وقتًا طويلاً. إن مخرطة CNC ذات القاعدة المائلة البرجية، من خلال نظام تغيير الأدوات الأوتوماتيكي، لا تقلل فقط من الأخطاء الناتجة عن التشغيل اليدوي ولكن أيضًا توفر الكثير من وقت الإنتاج. والأهم من ذلك، أن تصميم السرير المائل يساعد على إزالة الرقائق بشكل أفضل، مما يضمن عدم تأثر دقة المعالجة بتراكم الرقائق. وهذا مهم بشكل خاص للشركات التي تحتاج إلى معالجة أجزاء معقدة وعالية الدقة. على سبيل المثال، في صناعة قطع غيار السيارات أو صناعة الطيران، تكون متطلبات الدقة للأجزاء عالية جدًا، ويمكن لمخرطة CNC ذات السرير المائل ذات البرج الفعال أن تساعد الشركات على تحسين كفاءة الإنتاج وجودة المنتج. 3. متى يتم استخدام مخرطة CNC ذات السرير المائل؟ هذه المخرطة مناسبة لبيئات المعالجة عالية الدقة والكفاءة، وتعمل بشكل جيد للغاية، خاصة عند معالجة الأجزاء المعقدة ذات الحجم الدقيق. تشمل التطبيقات الشائعة ما يلي: صناعة السيارات: إنتاج أجزاء المحرك وأجزاء الجسم وغيرها. الفضاء الجوي: يستخدم في إنتاج المكونات الحيوية للمركبات الفضائية والطائرات. الأجهزة الطبية: تصنيع المكونات الدقيقة للمعدات الطبية. تصنيع الأدوات: تصنيع القوالب أو التركيبات المعقدة. باختصار، أي صناعة تتطلب تصنيعًا فعالاً ودقيقًا، خاصة في سيناريوهات الإنتاج الضخم، ستستخدم مخارط CNC ذات القاعدة المائلة. 4. ما الذي يجب الانتباه إليه أثناء الاستخدام؟ عند استخدام مخرطة CNC ذات القاعدة المائلة البرجية، تتطلب عدة نقاط اهتمامًا خاصًا: الصيانة والفحص المنتظم: على الرغم من أن مخارط CNC ذات القاعدة المائلة البرجية مصممة لتكون قوية للغاية، إلا أن الصيانة والفحص المنتظمين أمر بالغ الأهمية، خاصة فيما يتعلق بتآكل الأداة، ونظام التشحيم، ودقة نظام CNC. يمكن أن تؤدي عمليات الفحص المنتظمة إلى إطالة عمر المعدات ومنع الأعطال المفاجئة. اختيار الأداة وتكوينها: في حين أن مخزن أدوات البرج يمكن أن يستوعب أدوات متعددة، فإن اختيار الأدوات وتكوينها أمر بالغ الأهمية. التكوين الصحيح للأداة ومعلمات القطع يضمن كفاءة المعالجة ودقة قطعة العمل، مما يقلل من معدل الخردة. تدريب المشغلين: إن تشغيل مخرطة CNC لا يقتصر على مجرد الضغط على الأزرار؛ فهو يتضمن البرمجة وإدارة الأدوات وتشغيل المعدات، من بين أمور أخرى. إن ضمان حصول المشغلين على تدريب احترافي وعلى دراية باستخدام الماكينة واستكشاف المشكلات الشائعة وإصلاحها يمكن أن يؤدي إلى تحسين كفاءة الإنتاج وتقليل الأخطاء. التحكم البيئي: تؤثر بيئة العمل لمخرطة CNC أيضًا على دقتها واستقرارها. يساهم الحفاظ على ورشة عمل نظيفة بمستويات مناسبة من درجة الحرارة والرطوبة في التشغيل المستقر للمعدات على المدى الطويل.
في الصناعة التحويلية، برج يميل السرير مخرطة CNC ، كمعدات معالجة عالية الدقة وعالية الكفاءة، أصبحت أداة مهمة في خطوط الإنتاج للعديد من المؤسسات. من خلال التحكم الآلي، فإنها تحقق معالجة عالية الدقة للأجزاء المعقدة، خاصة في الإنتاج الضخم، مما يحسن كفاءة الإنتاج بشكل فعال ويقلل تكاليف العمالة. عند اختيار مخرطة CNC ذات السرير المائل المناسب للبرج، يجب أخذ العديد من العوامل الرئيسية في الاعتبار. 1. متطلبات المعالجة ونوع الإنتاج عند اختيار أ برج يميل السرير مخرطة CNC ، من الضروري أولاً توضيح متطلبات المعالجة. أنواع مختلفة من المخارط مناسبة لمهام المعالجة المختلفة. على سبيل المثال، إذا كانت هناك حاجة إلى تصنيع عالي الدقة للأعمدة أو الأجزاء ذات الشكل المعقد، فإن اختيار أداة الآلة التي تدعم التشغيل الآلي عالي الدقة يعد أمرًا مهمًا بشكل خاص. بالنسبة للإنتاج الضخم، فإن ضمان مستوى التشغيل الآلي وسرعة الإنتاج للمخرطة أمر بالغ الأهمية. نظرًا لتعدد استخداماتها، فإن مخرطة CNC ذات القاعدة البرجية المائلة تُستخدم غالبًا في الإنتاج الضخم وتصنيع الأجزاء المعقدة. 2. نظام الأدوات يعد نظام الأدوات الخاص بمخرطة CNC ذات القاعدة المائلة البرجية أمرًا بالغ الأهمية لتحسين كفاءة ودقة المعالجة. يمكن لتصميم مخزن الأدوات على شكل برج أن يستوعب أدوات متعددة، مما يتيح إمكانية إجراء تغييرات تلقائية على الأداة. لا يعمل هذا التصميم على تحسين كفاءة الإنتاج فحسب، بل يقلل أيضًا من الحاجة إلى التدخل البشري. عند اختيار مخرطة، يجب مراعاة سرعة تغيير الأداة وعدد الأدوات وتوافق أنواع الأدوات. يمكن للأدوات الآلية ذات أنظمة تغيير الأدوات السريعة ومواضع الأدوات المتعددة أن تحسن بشكل كبير كفاءة المعالجة وتقصير دورات الإنتاج. 3. الدقة والاستقرار تعد دقة المعالجة عنصرًا أساسيًا عند اختيار مخرطة CNC ذات السرير المائل للبرج. تحدد دقة المخرطة بشكل مباشر جودة ومطابقة الأجزاء المصنعة. يساعد تصميم السرير المائل على تحسين استقرار المعالجة، وتقليل التصادمات بين الأداة وقطعة العمل، وبالتالي ضمان استقرار الدقة. بالإضافة إلى ذلك، فإن الصلابة الهيكلية ونظام تخميد الاهتزاز للمخرطة هي أيضًا عوامل رئيسية تؤثر على الدقة. عند اختيار مخرطة، من الضروري التأكد من أنها تتمتع بصلابة عالية وثبات ممتاز ونظام CNC دقيق. 4. نظام الأتمتة والتحكم أصبح مستوى التشغيل الآلي لمخرطة CNC ذات السرير المائل ذو البرج ذو أهمية متزايدة في التصنيع الحديث. لا تقلل الأتمتة من كثافة اليد العاملة فحسب، بل تعمل أيضًا على تحسين كفاءة الإنتاج بشكل كبير وتقليل الأخطاء البشرية. عند اختيار مخرطة، ينبغي إيلاء اهتمام خاص لنظام CNC، بما في ذلك كفاءته في وظائف البرمجة والتحكم، ودعمه لمختلف أوضاع التشغيل. غالبًا ما تكون المخارط المتطورة مجهزة بأنظمة تحكم تعمل باللمس، وتتميز بواجهات مستخدم بديهية وسهلة الاستخدام، وتدعم برامج CNC المعقدة لإكمال مهام التصنيع المختلفة تلقائيًا. علاوة على ذلك، فإن ما إذا كان نظام التشغيل الآلي للمخرطة يدعم المراقبة عبر الإنترنت والتشخيص في الوقت الفعلي يؤثر بشكل مباشر على استقرار الإنتاج وكفاءة الصيانة. 5. تكاليف الإنتاج وميزانية الاستثمار عند اختيار أ suitable turret slant-bed CNC lathe, production costs and investment budget are crucial factors. High-precision, highly automated equipment is usually more expensive, so it's necessary to choose wisely based on production needs. With a limited budget, you can choose a smaller lathe suitable for your production scale, rather than opting for overly high-end equipment. Consideration should also be given to maintenance costs, consumable costs, and operator training costs. Long-term stability and ease of maintenance are important factors affecting subsequent costs. 6. خدمة ما بعد البيع والدعم الفني تعد خدمة ما بعد البيع عالية الجودة أمرًا ضروريًا لضمان التشغيل المستقر على المدى الطويل لمخرطة CNC ذات القاعدة المائلة البرجية. عند الاختيار، لا ينبغي عليك فقط أن تأخذ بعين الاعتبار أداء المعدات نفسها، بل يجب عليك أيضًا فهم خدمات ما بعد البيع التي تقدمها الشركة المصنعة. يعد الدعم الفني في الوقت المناسب، وخدمات الإصلاح، وتدريب المشغلين، وتوريد قطع الغيار أمرًا بالغ الأهمية لاستخدام المعدات وصيانتها على المدى الطويل. خاصة عند حدوث أعطال في المعدات، فإن الاستجابة والحلول في الوقت المناسب ستؤثر بشكل مباشر على كفاءة الإنتاج. 7. المتطلبات الفضائية والبيئية تتطلب مخارط CNC ذات القاعدة المائلة البرجية عادةً مساحة واسعة وبيئة عمل مستقرة. لذلك، يعد حجم مساحة العمل ومساحة العمل ومدى ملاءمتها من العوامل المهمة التي يجب أخذها في الاعتبار. يجب أن تتمتع بيئة العمل بمرافق تهوية وتبريد جيدة لمنع ارتفاع درجات الحرارة أو الرطوبة من التأثير على الدقة وعمر المعدات. يجب أيضًا أن تتوافق مستويات التحكم في الاهتزاز والضوضاء في المخرطة مع المعايير الصناعية لضمان بيئة ورشة عمل مريحة وآمنة. الجدول: الاعتبارات الأساسية لاختيار مخرطة CNC ذات القاعدة المائلة للبرج الاعتبار وصف التأثير متطلبات المعالجة ونوع الإنتاج تحديد دقة المعالجة المطلوبة وكفاءة الإنتاج، واختيار طراز الماكينة المناسب. نظام الأداة يدعم مواضع الأدوات المتعددة والتغييرات السريعة للأدوات، مما يساعد على تحسين كفاءة الإنتاج. الدقة والاستقرار يضمن التصميم عالي الدقة والصلابة الهيكلية وأنظمة تخميد الاهتزاز جودة التصنيع ودقته. نظام الأتمتة والتحكم نظام CNC فعال، يدعم أوضاع المعالجة المتعددة، ويقلل من التدخل البشري. تكلفة الإنتاج وميزانية الاستثمار حدد الآلة المناسبة بناءً على حجم الإنتاج، وخذ بعين الاعتبار تكاليف التشغيل على المدى الطويل. خدمة ما بعد البيع والدعم الفني تقديم الدعم الفني وخدمات الصيانة وتوريد قطع الغيار، مما يضمن التشغيل المستقر للمعدات على المدى الطويل. متطلبات الفضاء والبيئة تأكد من أن الماكينة تناسب مساحة العمل، مع المرافق البيئية المناسبة لتقليل مخاطر حدوث أخطاء. يعد اختيار مخرطة CNC ذات القاعدة المائلة ذات البرج المناسب أمرًا بالغ الأهمية لتحسين كفاءة الإنتاج في المؤسسة وضمان دقة الأجزاء المُشكَّلة. من خلال التحليل العقلاني لاحتياجات المعالجة، وأداء المخرطة، ومستوى الأتمتة، وتكاليف الإنتاج، يمكنك تحديد المعدات التي تناسب احتياجاتك بشكل أفضل. لا يمكن للمخرطة المناسبة تحسين كفاءة الإنتاج فحسب، بل يمكنها أيضًا توفير التكاليف وتعزيز القدرة التنافسية في السوق.
مع التطور المستمر لصناعة التصنيع، فإن مخارط CNC ذات السرير المائل البرجي، مع صلابتها الجيدة، وإزالة الرقائق الناعمة، والدرجة العالية من الأتمتة، يتم استخدامها على نطاق واسع في قطع غيار السيارات، والأجهزة، والمعدات الطبية، وغيرها من المجالات. ومع ذلك، أثناء التشغيل على المدى الطويل، يمكن أن تؤدي الصيانة والاستخدام غير المناسبين بسهولة إلى أعطال مختلفة، مما يؤثر على دقة المعالجة وكفاءة الإنتاج. ستساعدك هذه المقالة على فهم الأخطاء الشائعة لمخارط CNC ذات السرير المائل للبرج وتوفير تدابير وقائية فعالة. 1. الأخطاء الشائعة في نظام البرج البرج هو أحد المكونات الأساسية لل برج يميل السرير مخرطة CNC . تتضمن المشاكل الشائعة الفهرسة غير الدقيقة أو تشويش الفهرسة أو انخفاض التكرار. الأسباب الرئيسية: ضغط النظام الهيدروليكي أو المؤازر غير مستقر تآكل قرص التروس الداخلي ودبوس تحديد موقع البرج تركيب أداة غير صحيحة، أو التحميل الزائد، أو التداخل التدابير الوقائية: تحقق بانتظام من معلمات النظافة والضغط للزيت الهيدروليكي قم بتثبيت الأدوات وفقًا لمعايير الشركة المصنعة لتجنب التحميل الزائد تحقق بانتظام من إمكانية تكرار فهرسة البرج واضبط الوقت إذا تم العثور على انحرافات 2. أخطاء نظام المغزل تعتبر تشوهات المغزل مشكلة خطيرة نسبيًا في مخارط CNC ذات القاعدة المائلة للبرج، والتي تتجلى في ارتفاع درجة حرارة المغزل، أو الضوضاء غير الطبيعية، أو السرعة غير المستقرة. الأسباب الرئيسية: عدم كفاية أو تزييت محمل المغزل عدم وجود صيانة أثناء التشغيل عالي السرعة على المدى الطويل إعدادات معلمة المعالجة غير المعقولة، والحمل الزائد التدابير الوقائية: استبدل زيت التشحيم أو الشحوم بدقة وفقًا لدورة الصيانة تخطيط عملية المعالجة بشكل معقول لتجنب عملية التحميل الكامل على المدى الطويل راقب ارتفاع درجة حرارة المغزل وأوقف الماكينة للفحص في حالة اكتشاف أي شيء غير طبيعي 3. دليل السكك الحديدية وارتداء الكرة اللولبية تؤثر قضبان التوجيه والمسامير الكروية بشكل مباشر على دقة تحديد المواقع واستقرار مخرطة CNC ذات السرير المائل للبرج. بمجرد ارتدائها بشدة، سيؤدي ذلك إلى انحراف حجم المعالجة. الأسباب الرئيسية: دخول الرقائق والمبرد إلى الهيكل الواقي انسداد أو فشل نظام التشحيم التلقائي تحميل عالي على المدى الطويل دون تعويض الدقة التدابير الوقائية: حافظ على الغطاء الواقي سليمًا وقم بتنظيف الرقائق بانتظام تحقق بانتظام مما إذا كان نظام التشحيم الأوتوماتيكي يقوم بتزويد الزيت بشكل طبيعي استخدم نظام CNC لتعويض رد الفعل العكسي للكرة اللولبية 4. نظام CNC والأعطال الكهربائية تعد إنذارات نظام CNC، أو الأعطال، أو الأعطال من العوامل المهمة التي تؤثر على التشغيل المستقر لمخرطة CNC ذات السرير المائل. الأسباب الرئيسية: الجهد غير المستقر أو التأريض السيئ تراكم الغبار أو ارتفاع درجة الحرارة داخل خزانة التحكم يتم تعديل المعلمات بشكل غير صحيح أو أخطاء في البرنامج التدابير الوقائية: قم بتكوين مثبت الجهد وتأكد من التأريض المناسب قم بتنظيف الخزانة الكهربائية بانتظام وحافظ على تبديد الحرارة المناسب قم بعمل نسخة احتياطية من المعلمات الهامة وقم بإجراء عمليات محاكاة شاملة قبل وضع البرنامج على الإنترنت 5. مشاكل في نظام الهيدروليك والتبريد سوف يؤثر تسرب النظام الهيدروليكي وسوء التبريد بشكل مباشر على سلامة وجودة المعالجة لمخرطة CNC ذات القاعدة المائلة للبرج. الأسباب الرئيسية: الأختام الشيخوخة عدم استبدال السائل الهيدروليكي أو سائل التبريد لفترة طويلة خطوط الأنابيب المحظورة التدابير الوقائية: فحص أنابيب النفط والأختام بانتظام استبدل السائل الهيدروليكي وسائل التبريد وفقًا للجدول الزمني حافظ على نظافة نظام الترشيح معظم حالات فشل مخرطة CNC ذات القاعدة المائلة ليست مفاجئة، بل هي نتيجة للإهمال طويل الأمد للصيانة والتشغيل السليم. من خلال إنشاء نظام صيانة شامل، واستخدام المعدات بشكل معقول، وتعزيز تدريب المشغلين، لا يمكن تقليل معدل الفشل بشكل فعال فحسب، بل يمكن أيضًا إطالة عمر خدمة المعدات بشكل كبير، مما يحسن كفاءة الإنتاج الإجمالية.
مخارط عمودية باعتبارها معدات معالجة مهمة في التصنيع الحديث، تُستخدم على نطاق واسع في صناعات الطيران والسيارات والطاقة والآلات الثقيلة. هيكلها الفريد يجعلها مناسبة لمعالجة قطع العمل الكبيرة والثقيلة، كما أنها توفر كفاءة ودقة عالية. لتعظيم فعالية المعالجة للمخرطة العمودية، يجب على المشغلين إتقان بعض تقنيات التشغيل الأساسية لضمان الدقة والكفاءة العالية أثناء عملية التشغيل الآلي. ستقدم هذه المقالة خمس تقنيات تشغيل للمخرطة العمودية لمساعدتك على تحسين دقة المعالجة وكفاءتها، مما يضمن الحصول على أفضل النتائج في كل مرة. 1. اختيار الأدوات المناسبة ومعلمات القطع تعتمد دقة المعالجة وكفاءة المخرطة العمودية إلى حد كبير على اختيار الأدوات وإعداد معلمات القطع. تتطلب المواد المختلفة وأشكال قطع العمل أدوات وظروف قطع مختلفة. يمكن أن يؤدي الاختيار غير الصحيح للأداة أو إعدادات معلمات القطع غير المعقولة إلى جودة معالجة دون المستوى المطلوب أو حتى تلف المعدات. تقنيات التشغيل: حدد مواد الأداة المناسبة: اختر الأداة المناسبة بناءً على مادة قطعة العمل، مثل الحديد الزهر أو الفولاذ أو مواد السبائك. أدوات الكربيد مناسبة لمعالجة المواد الصلبة، في حين أن الأدوات الفولاذية عالية السرعة مناسبة للمواد متوسطة الصلابة. ضبط معلمات القطع: اضبط سرعة القطع ومعدل التغذية وعمق القطع وفقًا لمتطلبات المعالجة. يمكن لمعلمات القطع المناسبة أن تقلل من تراكم الحرارة، وتقلل من تآكل الأدوات، وتحسن كفاءة المعالجة. من خلال الاختيار المعقول للأداة وإعدادات معلمات القطع، يمكنك تحسين دقة المعالجة وكفاءة الإنتاج للمخرطة العمودية الخاصة بك بشكل فعال. 2. ضمان تثبيت قطعة العمل وتحديد موضعها بشكل صحيح عند استخدام مخرطة عمودية، يعد تثبيت قطعة العمل وتحديد موضعها من العوامل الحاسمة في ضمان دقة المعالجة. إذا ارتخت قطعة العمل أو تحركت أثناء المعالجة، فسيؤثر ذلك على دقة المعالجة وقد يتسبب في حدوث أخطاء خطيرة. تقنيات التشغيل: استخدم التركيبات المناسبة: حدد التركيبات المناسبة بناءً على حجم ووزن قطعة الشغل، مثل المشابك الهيدروليكية، أو ظرف ثلاثي الفك، أو ظرف رباعي الفك، لضمان ثبات قطعة العمل وأمانها أثناء المعالجة. توسيط قطعة الشغل: استخدم أدوات دقيقة لضمان توسيط قطعة الشغل على المخرطة، وتجنب أخطاء المعالجة الناتجة عن التوسيط غير الدقيق. يعد توسيط قطع العمل أمرًا بالغ الأهمية بشكل خاص في الآلات عالية الدقة. استخدام أدوات الدعم: بالنسبة للأعمدة الطويلة أو قطع العمل الكبيرة، استخدم غراب الذيل أو حامل الدعم لتقليل الانحناء والاهتزاز في قطعة العمل وضمان الاستقرار. إن ضمان ثبات قطعة العمل وتمركزها بدقة يمكن أن يحسن بشكل فعال دقة وجودة تصنيع المخرطة العمودية. 3. التحكم في الاهتزازات والتشوه الحراري يعد الاهتزاز والحرارة المتولدة أثناء التشغيل الآلي مشكلتين شائعتين تؤثران على دقة تصنيع المخرطة العمودية. لا يؤثر الاهتزاز على تشطيب السطح فحسب، بل يؤدي أيضًا إلى تآكل الأداة وقطعة العمل. يمكن أن يسبب التشوه الحراري تغيرات في حجم وشكل قطعة العمل. تقنيات التشغيل: تقليل الاهتزاز: استخدم الأدوات الصلبة وحاملات الأدوات لمنع الأداة من الارتداد أو الاهتزاز أثناء القطع. تعزيز البنية التحتية للأداة الآلية لضمان استقرار بيئة العمل. تحسين ظروف القطع: من خلال ضبط سرعة القطع المعقولة، ومعدل التغذية، وعمق القطع، تقليل الاهتزاز وتراكم الحرارة المتولد أثناء المعالجة، وتجنب تأثير التمدد الحراري على دقة قطعة العمل. استخدام سائل التبريد: إن استخدام سائل التبريد بمعدل تدفق وضغط مناسبين لا يساعد على التبريد فحسب، بل يقلل أيضًا من الاحتكاك، ويطيل عمر الأداة، ويحافظ على ثبات أبعاد قطعة العمل. يعد التحكم الفعال في الاهتزاز والتشوه الحراري خطوة مهمة في ضمان دقة معالجة المخرطة العمودية. 4. الصيانة الدورية للمعدات ومعايرتها تعد صيانة المعدات ومعايرتها أمرًا بالغ الأهمية للتشغيل الفعال للمخارط العمودية على المدى الطويل. إذا كانت دقة أداة الآلة غير مستقرة أو كانت بعض المكونات متآكلة بشدة، فقد يؤدي ذلك إلى حدوث أخطاء في التصنيع ويؤثر على كفاءة الإنتاج. تقنيات التشغيل: التحقق بانتظام من دقة أداة الآلة: تحقق بانتظام من دقة المغزل، وقضبان التوجيه، ومسامير الرصاص للمخرطة العمودية لضمان أن جميع معلمات أداة الآلة ضمن النطاق القياسي. إذا تم العثور على انحرافات، ينبغي إجراء المعايرة على الفور. التنظيف والتشحيم: قم بتنظيف جميع مكونات المخرطة العمودية بشكل منتظم، وخاصة قضبان التوجيه والمغزل. حافظ على نظام تشحيم جيد لتقليل الاحتكاك والتآكل وإطالة عمر المعدات. التحقق من تآكل الأداة: استبدل الأدوات البالية بشدة على الفور لتجنب انخفاض دقة المعالجة بسبب تلف الأداة. من خلال الصيانة الدورية للمعدات ومعايرتها، يمكن للمخرطة العمودية الحفاظ على حالة المعالجة الجيدة، وتقليل أعطال المعدات، وتحسين كفاءة الإنتاج. 5. تعزيز تطبيق تكنولوجيا CNC المخارط العمودية الحديثة مجهزة عادةً بأنظمة CNC متقدمة، مما يتيح التشغيل الآلي الدقيق والتصنيع الفعال. من خلال تحسين برامج CNC، يمكنك تحسين دقة المعالجة وكفاءة الإنتاج بشكل كبير. تقنيات التشغيل: تحسين برامج CNC: استنادًا إلى خصائص قطعة العمل ومتطلبات المعالجة، قم بتصميم مسار تصنيع معقول لتقليل وقت خمول الماكينة والحركات غير الضرورية. التأكد من التشغيل السلس لبرنامج CNC لتجنب التأتأة أو الأخطاء. الاستفادة من وظائف التشغيل الآلي: إذا كانت المخرطة العمودية مجهزة بوظائف مثل تغيير الأدوات تلقائيًا وتحميل وتفريغ قطع العمل تلقائيًا، فإن الاستخدام الرشيد لهذه الأدوات الآلية يمكن أن يقلل من التشغيل اليدوي ويحسن كفاءة الإنتاج. المراقبة والتعديل في الوقت الفعلي: استخدم وظيفة المراقبة في الوقت الفعلي لنظام CNC لاكتشاف أي تشوهات أثناء عملية التصنيع وضبط المعلمات في الوقت المناسب لضمان دقة المعالجة المستقرة. من خلال التطبيق العقلاني لتكنولوجيا CNC، لا يمكنك فقط تحسين كفاءة المعالجة للمخرطة العمودية ولكن أيضًا تحسين مستوى التشغيل الآلي الإجمالي لخط الإنتاج. من خلال تقنيات التشغيل الخمس المذكورة أعلاه - اختيار الأدوات المناسبة ومعلمات القطع، وضمان تثبيت قطع العمل وتحديد موضعها، والتحكم في الاهتزاز والتشوه الحراري، والصيانة المنتظمة للمعدات ومعايرتها، وتعزيز تطبيق تكنولوجيا CNC - سوف تكون قادرًا على تحسين أداء المعالجة للمخرطة العمودية بشكل كبير، مما يضمن إنتاجًا عالي الدقة وعالي الكفاءة. لن يؤدي إتقان هذه التقنيات إلى تحسين كفاءة الإنتاج فحسب، بل سيؤدي أيضًا إلى تقليل معدل الفشل وضمان التشغيل المستقر على المدى الطويل لأداة الآلة.
في صناعة الأدوات الآلية، تعد المخارط العمودية والمخارط الأفقية النوعين الأكثر شيوعًا، ولديهما اختلافات كبيرة في التصميم والتطبيق ومبادئ العمل. بالنسبة للعديد من الشركات المصنعة، يعد اختيار المخرطة المناسبة لاحتياجات الإنتاج الخاصة بهم أمرًا بالغ الأهمية. إذن، أيهما أفضل بالنسبة لك: المخرطة العمودية أم المخرطة الأفقية؟ 1. مبادئ عمل المخارط الرأسية والأفقية أولا، دعونا نلقي نظرة على مبادئ العمل لهذين النوعين من المخارط. تنتمي كل من المخارط الرأسية والأفقية إلى فئة أدوات الخراطة، ولكنها تختلف في موضع طاولة العمل والأدوات الخاصة بها. مخرطة عمودية : في المخرطة العمودية، عادة ما يتم تركيب قطعة العمل على طاولة عمل موجهة عموديًا، وتقوم الأداة بإجراء القطع على طول المحور الرأسي. يسمح هذا الهيكل بتركيب قطع العمل الثقيلة مباشرة على طاولة العمل، مما يقلل من تعقيد عملية التثبيت وتغيير الأداة. المخارط العمودية عادة ما تكون مناسبة لمعالجة قطع العمل الأكبر والأثقل. المخرطة الأفقية: في المخرطة الأفقية، يتم تركيب قطعة العمل على طاولة عمل أفقية، وتقوم الأداة بالقطع على طول المحور الأفقي. المخارط الأفقية مناسبة لقطع العمل الصغيرة والمتوسطة الحجم، وتصميمها أكثر ملاءمة بشكل عام للتصنيع الدقيق والإنتاج الضخم. 2. مزايا وعيوب المخارط الرأسية والأفقية كل نوع من تصميم المخرطة له مزاياه وعيوبه الفريدة. سيساعدك فهم هذه الإيجابيات والسلبيات على اتخاذ قرار أكثر استنارة عند الاختيار. مزايا المخارط العمودية: مناسبة لقطع العمل الكبيرة: نظرًا للخصائص الهيكلية للمخارط العمودية، فإن معالجة قطع العمل الكبيرة والثقيلة أكثر ملاءمة. يمكنها التعامل مع مهام التصنيع ذات القطر الكبير أو المعقدة كما أنها سهلة التثبيت. الاستقرار العالي: نظرًا لهيكل التصميم الخاص بها، تتمتع المخارط العمودية بثبات عالي أثناء المعالجة، خاصة تحت الأحمال الثقيلة. دقة تصنيع عالية: مناسبة للتصنيع عالي الدقة، مثل الأقطار الخارجية والداخلية الدقيقة، والطحن، وما إلى ذلك. التشغيل والصيانة المريحة: نظرًا لأن طاولة العمل موضوعة عموديًا، يمكن للمشغلين مراقبة قطعة العمل وعملية التشغيل بسهولة، مما يحسن كفاءة العمل والسلامة. عيوب المخارط العمودية: نطاق تصنيع محدود: بالمقارنة مع المخارط الأفقية، تتمتع المخارط العمودية بنطاق تصنيع أصغر، خاصة لقطع العمل الأصغر والأكثر حساسية، وقد لا تكون مرنة مثل المخارط الأفقية. متطلبات مساحة أكبر: نظرًا لتصميم طاولة العمل، فإن المخارط العمودية عادةً ما تشغل مساحة أكبر. مزايا المخارط الأفقية: مناسبة لتصنيع قطع العمل الصغيرة والمتوسطة الحجم: المخارط الأفقية مناسبة لقطع العمل الصغيرة، خاصة للإنتاج الضخم. وهذا يمنحهم مرونة عالية في المعالجة الدقيقة. أكثر ملاءمة للتصنيع التفصيلي: تتمتع المخارط الأفقية عمومًا بدقة تصنيع أعلى، خاصة عند إجراء تفاصيل معقدة، مما يوفر جودة أفضل لسطح قطعة العمل. توفير المساحة: طاولة العمل للمخرطة الأفقية منخفضة، وتشغل مساحة أقل من المخرطة العمودية، مما يجعلها أكثر ملاءمة لأماكن العمل ذات المساحة المحدودة. عيوب المخارط الأفقية: من الصعب معالجة قطع العمل الكبيرة: المخارط الأفقية ليست ملائمة مثل المخارط العمودية لتصنيع قطع العمل الكبيرة، خاصة تلك التي تتطلب دعمًا أكبر للصلابة. التشغيل والصيانة الأكثر تعقيدًا: قد يكون التشغيل والصيانة أكثر تعقيدًا قليلاً من المخارط العمودية، خاصة عند التعامل مع قطع العمل الكبيرة. 3. مقارنة تطبيق المخارط الرأسية والأفقية أنواع مختلفة من المخارط مناسبة لمهام التصنيع المختلفة. وفيما يلي بعض التطبيقات النموذجية في الإنتاج الفعلي: ميزة مخرطة عمودية مخرطة أفقية حجم قطعة العمل مناسبة لقطع العمل الكبيرة والثقيلة مناسبة لقطع العمل المتوسطة والصغيرة دقة المعالجة دقة عالية، مناسبة للتصنيع الدقيق دقة عالية، ومناسبة بشكل خاص للتفاصيل المعقدة في الآلات الدقيقة مهنة الفضاء تشغل مساحة أكبر، ومناسبة لورش العمل الكبيرة تشغل مساحة أقل، وأكثر ملاءمة لبيئات المساحة المحدودة كفاءة الإنتاج مناسبة لإنتاج الدفعات، وفعالة بشكل خاص لقطع العمل الكبيرة مناسبة للتصنيع الدقيق وإنتاج الدفعات الصغيرة سهولة التشغيل عملية بسيطة، وسهلة الصيانة نسبيا عملية أكثر تعقيدا، قد تكون الصيانة مزعجة نسبيا 4. ما هي المخرطة المناسبة لك؟ يعتمد الاختيار بين المخرطة العمودية والمخرطة الأفقية في النهاية على احتياجات الإنتاج المحددة لديك. إذا كنت تقوم في المقام الأول بمعالجة قطع العمل الكبيرة أو الثقيلة، فقد تكون المخرطة العمودية أكثر ملاءمة. إنه يوفر ثباتًا أكبر ودعمًا أفضل، مما يجعله مثاليًا لتصنيع قطع العمل ذات القطر الكبير والمعقدة. إذا كنت تحتاج إلى دقة أعلى، وتصنيع الآلات التفصيلية، والإنتاج الضخم، فقد تكون المخرطة الأفقية خيارًا أفضل. إنها مناسبة لقطع العمل الصغيرة والمتوسطة الحجم، وتتفوق بشكل خاص في الآلات الدقيقة والإنتاج بكميات كبيرة.
في بيئة التصنيع شديدة التنافسية اليوم، أصبح تحسين كفاءة التصنيع أمرًا ضروريًا للشركات للحصول على ميزة تنافسية. لتقصير دورات الإنتاج وتحسين جودة التصنيع، تركز المزيد والمزيد من الشركات على مخارط CNC ذات السرير المائل البرجية واختيارها. إذًا، هل يمكن لهذه المعدات القوية والمصممة بشكل فريد تحسين كفاءة التصنيع؟ الجواب هو نعم. مع هيكل البرج المتطور، تصميم السرير المائل، وجسم الآلة عالي الصلابة، أصبحت مخرطة CNC ذات السرير المائل البرجية المعدات المفضلة لعمليات الخراطة ذات الكفاءة العالية. 1. هيكل التغيير السريع للأداة يحسن القدرة على التصنيع أكبر تسليط الضوء على برج يميل السرير مخرطة CNC هو برجه متعدد المحطات، والذي يمكنه استيعاب أدوات متعددة بوظائف مختلفة بحرية، مما يتيح تغيير الأدوات بسرعة عالية. تتطلب المخارط التقليدية ضبطًا يدويًا أو توقفًا مؤقتًا طويلًا لتغيير الأداة، بينما يسمح هيكل البرج بتغيير الأداة بشكل فوري تقريبًا، مما يقلل بشكل كبير من وقت عدم القطع. والأهم من ذلك، في معالجة الدفعات، يمكن إكمال العمليات المختلفة بشكل مستمر تحت نفس حالة التثبيت، مما يلغي الحاجة إلى تثبيت قطع العمل بشكل متكرر، وتوفير الوقت وتجنب أخطاء الدقة الناتجة عن عمليات التثبيت المتعددة، وتحسين كفاءة المعالجة واستقرارها بشكل أساسي. 2. تصميم السرير المائل يحسن كفاءة إزالة الرقائق تعتمد مخرطة CNC ذات السرير المائل البرجي هيكل السرير المائل بـ 30°–45° مع تخطيط ميكانيكي معقول، مما يسمح للرقائق المتولدة أثناء القطع بالانزلاق بسرعة إلى الأسفل ومنعها من التراكم بالقرب من الأدوات أو قضبان التوجيه. تشمل فوائد الإزالة السلسة للرقائق ما يلي: تقليل خطر إعاقة الأداة، مما يؤدي إلى قطع أكثر استقرارًا تجنب التوقف بسبب انسداد الشريحة تمديد عمر الأداة وتقليل تكرار الاستبدال تعمل هذه العوامل معًا للسماح للمعدات بالحفاظ على التشغيل المستمر والفعال لفترات أطول، مما يجعلها مناسبة بشكل خاص لسيناريوهات الإنتاج بكميات كبيرة على المدى الطويل. 3. صلابة عالية واستقرار لا تنعكس كفاءة التصنيع في السرعة فحسب، بل تنعكس أيضًا في معدل إنتاج المنتجات النهائية. مخارط CNC ذات السرير المائل البرجي عادة ما تعتمد تصميم سرير عالي الصلابة مع مركز ثقل منخفض وثبات قوي، مما يحافظ على مستويات اهتزاز منخفضة حتى أثناء المعالجة عالية السرعة أو القطع الثقيل. هذا يعني: دقة تصنيع أكثر استقرارًا الانتهاء من السطح العالي اتساق أفضل لقطعة العمل انخفاض كبير في معدل الخردة بالنسبة للمؤسسات، يعني انخفاض معدل الخردة تحسين الكفاءة وهو جانب حاسم لتحسين التكلفة. 4. تحسين استمرارية العملية في التصنيع الميكانيكي، تعد "المعالجة أحادية الإعداد" طريقة مهمة لتحسين الكفاءة والدقة. يمكن لمخارط CNC ذات القاعدة المائلة البرجية إكمال عمليات متعددة مثل الخراطة، والشطب، والحفر، والحز في إعداد واحد، مما يقلل بشكل كبير من وقت المعالجة والتثبيت والقياس. خاصة في معالجة الأجزاء الصغيرة والمتوسطة ومتعددة المواصفات، تؤثر قدرة تكامل العملية بشكل مباشر على إيقاع إنتاج المؤسسة، مما يجعل مخارط CNC ذات القاعدة المائلة البرجية قطعة رئيسية من المعدات في بيئات التصنيع عالية الكفاءة. 5. مخرطة CNC ذات السرير المائل على شكل برج الأسئلة الشائعة (الأسئلة المتداولة) Q1: ما هي مخرطة CNC ذات السرير المائل للبرج؟ A1: مخرطة CNC ذات القاعدة المائلة البرجية عبارة عن آلة تحويل CNC تستخدم هيكل القاعدة المائلة وبرج الأدوات متعدد المحطات. يمكنها إكمال عمليات تصنيع متعددة مثل الخراطة، الحز، الحفر، والشطب في عملية تثبيت واحدة. هيكلها المستقر وإزالة الرقائق الناعمة تجعلها مناسبة بشكل خاص للتصنيع عالي الكفاءة لدفعات كبيرة من الأجزاء. س 2: لماذا تعتبر مخرطة CNC ذات القاعدة المائلة البرجية أكثر كفاءة من المخرطة ذات القاعدة المستقيمة؟ ج2: السبب الرئيسي هو أن هيكل الطبقة المائلة يعمل بشكل فعال على تحسين كفاءة إزالة الرقاقة، في حين أن برج الأداة يسمح بتغييرات سريعة للأداة ويتمتع بقدرات قوية على تكامل العملية، مما يقلل بشكل كبير من وقت تغيير الأداة ووقت عدم القطع، مما يؤدي إلى زيادة كفاءة المعالجة الإجمالية. س3: ما هي مميزات برج الأداة؟ A3: يتميز برج الأداة بتصميم متعدد المحطات ويمكن تهيئته بأدوات مختلفة للتبديل السريع. إنها مدمجة في الهيكل، وتسمح بتغييرات سريعة للأداة، وتوفر تحديد موضع دقيق، مما يحسن بشكل كبير قدرات التشغيل المستمر ويقلل الأخطاء البشرية. س4: ما هي خصائص هيكل السرير المائل؟ ج4: السرير المائل مائل بزاوية 30°-45°، مما يسمح للرقائق بالانزلاق بشكل طبيعي ومنع التراكم. كما أنه يقلل من مركز ثقل الماكينة ويزيد من صلابة الآلة، مما يجعلها أكثر استقرارًا أثناء المعالجة عالية السرعة ويقلل الاهتزاز والأخطاء. س 5: ما هي أنواع الأجزاء المناسبة للتصنيع على مخرطة CNC ذات قاعدة برجية مائلة؟ A5: إنها مناسبة لقطع العمل الدقيقة الصغيرة والمتوسطة الحجم مثل أجزاء الطيران وقطع غيار السيارات والمكونات الهيدروليكية وأجزاء العمود والملحقات الطبية وأجزاء الأجهزة، وخاصة المنتجات التي تتطلب عمليات تصنيع مستمرة متعددة. س 6: هل دقة تصنيعها عالية؟ ج6: دقة المعالجة عالية جدًا. نظرًا لهيكل السرير المائل المستقر، وتحديد موضع برج الأداة بدقة، والتخطيط الممتاز لسكة التوجيه، فإنه يضمن تكرارًا أفضل واستقرار الأبعاد. بفضل هيكل برج الأدوات سريع التغيير، وإمكانيات إزالة الرقاقة الممتازة، وجسم الآلة عالي الصلابة، وقدرات التكامل القوية متعددة العمليات، يمكن لمخرطة CNC ذات القاعدة المائلة البرجية تحسين كفاءة التشغيل الآلي وهي قطعة لا غنى عنها من المعدات في التصنيع الحديث. بالنسبة للمؤسسات التي تسعى إلى تصنيع الآلات بشكل مستقر، وفعال، ودقيق، فإن اختيار مخرطة CNC ذات القاعدة المائلة البرجية يعد بلا شك خطوة حاسمة في تحسين الإنتاجية.
مخارط CNC ، باعتبارها معدات معالجة لا غنى عنها في التصنيع الحديث، يتم استخدامها على نطاق واسع في مختلف الصناعات بسبب كفاءتها العالية ودقتها العالية. تعد الصيانة والعناية المنتظمة أمرًا ضروريًا لضمان الأداء الأمثل وإطالة عمر خدمة مخارط CNC أثناء الإنتاج. لا يمكن للصيانة اليومية المناسبة تقليل معدلات فشل المعدات فحسب، بل يمكنها أيضًا تحسين كفاءة الإنتاج ودقة التصنيع. 1. الفحص اليومي لمخارط CNC (1) فحص مستوى الزيت ونظام التشحيم يعد نظام التشحيم الخاص بمخرطة CNC أمرًا أساسيًا للحفاظ على التشغيل السلس لجميع الأجزاء المتحركة. يجب على المشغلين فحص مستوى زيت التشحيم بانتظام للتأكد من أن نظام التشحيم يعمل بشكل صحيح. تحقق مما إذا كان زيت التشحيم نظيفًا؛ إذا أصبح متسخًا أو سميكًا، فيجب استبداله على الفور. بالإضافة إلى ذلك، تحقق من عدم وجود تسربات أو انسدادات في خطوط التشحيم للتأكد من وصول زيت التشحيم إلى جميع الأجزاء المتحركة بشكل مناسب. (2) فحص نظام إزالة سائل التبريد والرقائق يمكن أن تؤثر الحرارة المتولدة أثناء التشغيل طويل الأمد لمخرطة CNC على دقة المعالجة وأداء المعدات. يجب على المشغلين التحقق من مستوى سائل التبريد وجودته للتأكد من أن نظام التبريد يعمل بشكل طبيعي. إذا تدهور سائل التبريد أو أصبح غير كاف، فيجب استبداله أو تجديده على الفور. في نفس الوقت، نظام إزالة الرقاقة يحتاج أيضًا إلى فحص منتظم لضمان عدم وجود أي عوائق، وبالتالي يؤثر على كفاءة إزالة الرقاقة وبالتالي كفاءة المعالجة. (3) فحص النظام الكهربائي يعد النظام الكهربائي لمخرطة CNC أمرًا أساسيًا لتشغيلها الطبيعي. عند فحص النظام الكهربائي، يجب على المشغلين التأكد من أن جميع الكابلات والموصلات آمنة لمنع حدوث أعطال كهربائية أو دوائر قصيرة. قم بفحص المكونات الكهربائية في الخزانة الكهربائية بانتظام، مثل الموصلات والمرحلات ولوحات الطاقة، للتأكد من عدم وجود أجزاء مفككة أو تلف أو ارتفاع درجة الحرارة. بالإضافة إلى ذلك، تحقق من شاشة العرض والأزرار وواجهة التشغيل لنظام CNC للتأكد من الوظيفة المناسبة لتجنب التأثير على التشغيل. 2. صيانة المكونات الميكانيكية لمخرطة CNC تنظيف أسطح الأدوات الآلية وقضبان التوجيه أثناء التشغيل لفترة طويلة، يتراكم الزيت والنشارة المعدنية والغبار بسهولة على قضبان التوجيه والشرائح الخاصة بمخرطة CNC، مما يؤثر على دقة أداة الآلة وتشغيلها بسلاسة. بعد كل يوم عمل، يجب على المشغلين استخدام أدوات تنظيف متخصصة لتنظيف سطح أداة الآلة، وقضبان التوجيه، وطاولة العمل لمنع دخول الأوساخ إلى المكونات الدقيقة. في نفس الوقت، تحقق من وجود تلف أو تآكل في قضبان التوجيه؛ إذا تم العثور على أي تشوهات، قم بإصلاحها على الفور. تحقق من المغزل والمحرك المغزل والمحرك هما المكونان الأساسيان لمخرطة CNC، وحالة العمل الخاصة بهما تؤثر بشكل مباشر على جودة المعالجة وكفاءتها. يجب على المشغلين التحقق بانتظام مما إذا كان المغزل يعمل بسلاسة وما إذا كان هناك أي ضجيج أو اهتزاز غير طبيعي. يجب أيضًا فحص محامل المغزل ونظام تبريد المحرك بانتظام لتجنب ارتفاع درجة الحرارة أو سوء التشحيم. تأكد من أن زيت تشحيم المغزل كافٍ وخالي من التلوث، واستبدل ختم زيت المغزل إذا لزم الأمر. تحقق من الأدوات ومجلة الأدوات تعد أدوات مخرطة CNC من المكونات الرئيسية التي تؤثر بشكل مباشر على جودة المعالجة. تحقق بانتظام من حدة الأدوات وتآكلها، واستبدل الأدوات البالية بشدة في الوقت المناسب. بالإضافة إلى ذلك، تحقق من حالة عمل مخزن الأدوات للتأكد من أن جهاز التثبيت الخاص بمخزن الأدوات ليس مفككًا وأن نظام تغيير الأداة يعمل بشكل صحيح. يجب على المشغلين أيضًا تنظيف الشوائب الموجودة في مخزن الأدوات لضمان إمكانية تبديل الأدوات بسرعة ودقة. 3. تشغيل وصيانة مخرطة CNC (1) تأكد من صحة برنامج CNC يعتمد التشغيل العادي لمخرطة CNC على برنامج تشغيل دقيق. قبل التشغيل الآلي، يجب على المشغلين التحقق بعناية من برنامج CNC للتأكد من صحة التعليمات الموجودة في البرنامج. إذا وجد خطأ في البرنامج، يجب تصحيحه على الفور. (1) قم بعمل نسخة احتياطية منتظمة لبرنامج نظام CNC لتجنب فقدان البيانات أو تلف البرنامج الذي يؤثر على الإنتاج. (2) التحقق بانتظام من الدقة لضمان أن مخرطة CNC يمكنها إجراء عمليات تصنيع عالية الدقة بشكل مستمر، فمن الضروري التحقق بانتظام من دقة أداة الآلة. يمكن القيام بذلك عن طريق قياس أبعاد قطع العمل المُشكَّلة والتحقق من دقة مسارات الأداة. إذا تم العثور على انحرافات في دقة أداة الآلة، فيمكن تصحيحها عن طريق ضبط نظام إحداثيات الآلة الآلية أو إعادة معايرة أداة الآلة. (3) فحص وتنظيف جهاز إزالة الرقاقة تولد مخارط CNC كمية كبيرة من الرقائق المعدنية أثناء التشغيل. إذا لم يتم تنظيف هذه الرقائق في الوقت المناسب، فإنها يمكن أن تؤثر بسهولة على التشغيل العادي للمعدات. قم بفحص وتنظيف نظام إزالة الرقاقة بانتظام لضمان إزالة الرقاقة بسلاسة. تأكد أيضًا من عدم تآكل أو تلف جهاز إزالة الرقائق لمنع تراكم الرقائق المعدنية داخل أداة الماكينة والتأثير على تشغيلها الطبيعي. تعد الصيانة والصيانة اليومية لمخارط CNC هي الأساس لضمان التشغيل المستقر والفعال للمعدات. من خلال الفحص المنتظم والصيانة في الوقت المناسب، يمكن تقليل معدل فشل المعدات بشكل فعال، وتمديد عمر الخدمة، وضمان استمرار الإنتاج بسلاسة. يجب على المشغلين تطوير عادات صيانة جيدة في عملهم اليومي، والانتباه إلى حالة تشغيل المعدات في جميع الأوقات، وإجراء عمليات فحص وصيانة منتظمة وفقًا لمتطلبات دليل المعدات.
مخارط CNC العمودية ، باعتبارها واحدة من معدات المعالجة الهامة في التصنيع الحديث، وتستخدم على نطاق واسع في مجال الطيران وتصنيع السيارات والأدوات الدقيقة وغيرها من المجالات. نظرًا لدقتها العالية وكفاءتها العالية، فإن مخارط CNC العمودية تقوم بمهام ثقيلة في عملية الإنتاج. ولذلك، فإن الصيانة والصيانة اليومية أمر بالغ الأهمية لإطالة عمر خدمة المعدات، وتحسين جودة المعالجة، وتقليل معدل الفشل. ستزودك هذه المقالة بدليل الصيانة والصيانة لـ مخارط CNC العمودية لمساعدتك على إدارة وصيانة هذه المعدات بشكل أفضل. 1. الصيانة اليومية (1) التنظيف التنظيف هو الجانب الأساسي للصيانة اليومية. تحتوي بيئة عمل المخرطة عادةً على الكثير من الزيت وبرادة الحديد والغبار. يمكن أن تؤثر هذه الشوائب على التشغيل العادي ودقة أداة الآلة. بعد كل استخدام، يجب على المشغل أن يقوم على الفور بتنظيف طاولة عمل الأداة الآلية، وخزنة الأدوات، وقضبان التوجيه، والمغزل، وما إلى ذلك، وخاصة قضبان التوجيه وأجزاء ناقل الحركة. يجب استخدام عوامل تنظيف خاصة وأقمشة نظيفة لتنظيف هذه الأجزاء لمنع تراكم برادة الحديد والشوائب على المكونات الرئيسية، مما يؤدي إلى التآكل والأعطال. (2) فحص التشحيم الأجزاء المتحركة لمخرطة CNC العمودية، بما في ذلك الحزوز الدليلية، ومسامير الرصاص، والمغازل، كلها تتطلب التشحيم. تؤثر جودة وكمية زيت التشحيم بشكل مباشر على كفاءة ودقة تشغيل الأداة الآلية. يجب على المشغلين فحص مستوى زيت التشحيم بانتظام وتجديده على الفور. علاوة على ذلك، يجب أن تعتمد دورة استبدال زيت التشحيم على توصيات الشركة المصنعة؛ سيؤثر زيت التشحيم منتهي الصلاحية على التشحيم وقد يؤدي إلى التآكل المفرط للأجزاء. (3) فحص التثبيت أثناء التشغيل لفترة طويلة، قد ترتخي المكونات المختلفة لمخرطة CNC بسبب الاهتزاز. يجب على المشغلين فحص البراغي والصواميل والمثبتات الأخرى الموجودة على أداة الماكينة بانتظام للتأكد من إحكامها وتجنب أخطاء التصنيع أو الأعطال الميكانيكية الأكثر خطورة الناتجة عن الارتخاء. 2. عمليات التفتيش المنتظمة (1) فحص النظام الكهربائي نظام CNC هو جوهر مخرطة CNC العمودية؛ غالبًا ما تؤدي الأعطال الكهربائية إلى توقف الإنتاج. تحقق بانتظام من حالة عمل النظام الكهربائي، بما في ذلك ما إذا كانت الأسلاك في خزانة التحكم طبيعية، وما إذا كانت الأطراف مفكوكة، وما إذا كانت المكونات الكهربائية تالفة. على وجه الخصوص، يجب فحص المحرك الرئيسي، المحرك المؤازر، ونظام إمداد الطاقة لضمان التشغيل المستقر وتجنب فشل المعدات بسبب المشاكل الكهربائية. (2) فحص نظام التبريد تتطلب مخارط CNC العمودية عادةً سائل تبريد للتبريد أثناء التشغيل الآلي. تحقق بانتظام من حالة عمل نظام التبريد، بما في ذلك مستوى سائل التبريد والنظافة وحالة تشغيل مضخة التبريد. قد يتدهور سائل التبريد بمرور الوقت؛ لذلك، استبدل سائل التبريد بانتظام لضمان التشغيل الطبيعي لنظام التبريد. (3) فحص المغزل يعد المغزل أحد أهم المكونات في مخرطة CNC، وتؤثر دقته بشكل مباشر على دقة المعالجة. تحقق بانتظام من حالة تشغيل المغزل ودقته، خاصة بعد التشغيل الآلي عالي التحميل، والتحقق من الضوضاء غير الطبيعية ودرجة الحرارة الزائدة وما إلى ذلك. أيضًا، انتبه إلى تشحيم المغزل لتجنب التآكل المفرط بسبب عدم كفاية التشحيم. 3. الصيانة العميقة (1) التحقق من الدقة الميكانيكية مع زيادة وقت الاستخدام، قد تنخفض دقة المعالجة لمخرطة CNC العمودية. تحقق بانتظام من الدقة الهندسية ودقة تحديد موضع أداة الآلة، وخاصة تآكل المكونات الدقيقة مثل قضبان التوجيه ومسامير الرصاص ومخازن الأدوات. قم بتعديلها أو استبدالها حسب الضرورة. استخدم أدوات قياس متخصصة، مثل أدوات القياس أو المستويات بالليزر، لضمان تلبية دقة المعدات للمتطلبات. (2) استبدال أجزاء التآكل أثناء الاستخدام طويل الأمد لمخارط CNC، سوف تتآكل بعض أجزاء التآكل (مثل الأختام والمحامل والأحزمة وما إلى ذلك) تدريجيًا. تحقق بانتظام من حالة الأجزاء القابلة للتآكل واستبدلها على الفور وفقًا لحالة التآكل. قد يؤدي إهمال استبدال هذه الأجزاء القابلة للتآكل إلى حدوث أعطال ميكانيكية أكثر خطورة. (3) صيانة المغزل والمحركات المؤازرة يعد المحرك المؤازر والمغزل ضروريين لدقة المخرطة. تحقق بانتظام من حالة تشغيل محرك سيرفو لضمان التشغيل السلس وعدم وجود حمل زائد. في الوقت نفسه، تحقق مما إذا كان المغزل يعمل بسلاسة وما إذا كانت هناك أي ضوضاء أو اهتزازات غير طبيعية. إذا تم العثور على أي مشاكل، قم بإصلاحها على الفور. أثناء فترات إيقاف التشغيل طويلة المدى أو فترات إيقاف التشغيل أثناء العطلات، بالإضافة إلى التنظيف والتشحيم الأساسي، يجب إجراء فحص شامل للمعدات لضمان التشغيل الطبيعي عند إعادة تشغيل المعدات. بالنسبة للأجزاء التي تتآكل بسهولة، استخدم زيتًا مانعًا للصدأ لمنع الصدأ أو التآكل الناجم عن عدم الاستخدام لفترة طويلة. تعد صيانة وصيانة مخارط CNC العمودية أمرًا ضروريًا لضمان التشغيل المستقر على المدى الطويل، وتحسين كفاءة الإنتاج، وتعزيز دقة التشغيل. يمكن أن يؤدي التنظيف اليومي والتشحيم والفحص المنتظم والصيانة العميقة إلى إطالة عمر الأداة الآلية وتقليل احتمالية حدوث أعطال. من الناحية العملية، يجب على المشغلين وموظفي الصيانة تطوير خطط صيانة تفصيلية بناءً على استخدام الأداة الآلية ودليل الصيانة الخاص بالشركة المصنعة، مع إعطاء الأولوية للوقاية، وعمليات الفحص المنتظمة، والإصلاحات في الوقت المناسب.
في صناعة الآلات، فإن اختيار مخرطة CNC يحدد بشكل مباشر كفاءة المعالجة، ودقة المنتج، والتحكم في التكلفة. في السنوات الأخيرة، تشاك برج مخارط CNC أصبحت ذات شعبية متزايدة بين شركات التصنيع المختلفة، وهي قادرة على التعامل مع أي شيء تقريبًا بدءًا من تخصيص الدفعة الصغيرة وحتى الإنتاج الآلي على نطاق واسع. إذًا، ما هي المزايا الفريدة التي توفرها هذه المخارط والتي تجعلها الخيار الأفضل للعديد من الشركات التي تقوم بتحديث معداتها؟ 1. قدرات تصنيع متعددة المحطات عالية الكفاءة الميزة الأكثر وضوحا ل تشاك برج مخرطة CNC هو برج أداة متعدد المحطات. بالمقارنة مع نماذج البرج التقليدية ذات الأداة الواحدة، يمكنها إكمال عمليات مختلفة مثل الدوران، والحفر، والحفر، والنقر دون تغيير المعدات أو تغيير الأدوات اليدوية بشكل متكرر. يؤدي تحديد الموقع السريع للبرج ووقت تغيير الأداة القصير إلى تقليل الوقت الإضافي أثناء التشغيل الآلي بشكل كبير. وتبرز هذه الميزة بشكل خاص في الإنتاج الضخم، مما يؤدي إلى تحسين كفاءة الإنتاج بشكل كبير لكل وحدة زمنية وتقليل تكرار التدخل اليدوي. 2. لقط مستقر، دقة تصنيع أعلى تستخدم مخارط CNC ذات برج الظرف هيكل ظرف جامد ومستقر، وهو أساس حاسم لتصنيع الأجزاء عالية الدقة. يوفر ظرف الظرف قوة تثبيت أكثر اتساقًا واستقرارًا، مما يحافظ على ثبات قطعة العمل أثناء الدوران عالي السرعة، وبالتالي تقليل الاهتزاز، وتقليل الجريان، وتحسين دقة الأبعاد وخشونة السطح. مع اللولب الرصاصي عالي الدقة وقضبان التوجيه لنظام CNC، فإن الدقة والثبات الإجمالي أعلى بكثير من المخارط التقليدية، مما يجعلها مثالية لتصنيع أجزاء العمود والأكمام والأقراص المطلوبة. 3. قابلة للتكيف مع تصنيع الأجزاء المعقدة لا تؤدي مخارط CNC ذات برج تشاك مهام الخراطة التقليدية فحسب، بل يمكنها أيضًا تحقيق إمكانات الطحن والحفر وغيرها من إمكانيات المعالجة المركبة من خلال تكوين برج يعمل بالطاقة، مما يزيد من توسيع نطاق تطبيقاتها. بالنسبة للأجزاء ذات الأشكال المعقدة والعمليات العديدة، يمكنها إكمال عمليات متعددة في مشبك واحد، مما يقلل الانحرافات الناتجة عن التموضع المتكرر وتحقيق تناسق تصنيع أعلى. يمكن للمؤسسات الاستفادة من ذلك لتقليل الاستثمار في المعدات، وتجنب تكرار سلسلة العمليات الناتج عن التشغيل متعدد الآلات، وتحسين قدرات الإنتاج المرنة لورشة العمل. 4. كفاءة المعالجة العالية، مناسبة للإنتاج الضخم في سياق طلبات الطلب كبيرة الحجم، يؤثر وقت دورة المعدات بشكل مباشر على وقت التسليم. إن التغير السريع في أداة مخرطة برج تشاك، والتصنيع الآلي المبرمج، والتشغيل المستقر على المدى الطويل يجعلها مثالية للإنتاج المستمر في صناعات مثل قطع غيار السيارات والمكونات الهيدروليكية ومنتجات الأجهزة. يعمل الهيكل متعدد المحطات على تقصير فترات تغيير الأداة، كما يعمل المغزل عالي السرعة على تحسين كفاءة القطع، ويضمن نظام إزالة الرقائق والتبريد المستقر عدم انخفاض كفاءة أداة الآلة أثناء المعالجة طويلة المدى. 5. أتمتة قوية وذكاء وقابلية للتوسيع تتميز مخارط تشاك البرجية عادةً بتوافق ممتاز للأتمتة، ويمكن دمجها بسهولة مع الأذرع الآلية، والروبوتات العملاقة، وأنظمة التحميل والتفريغ، وأنظمة الفحص البصري لتحقيق تصنيع آلي بدون طيار. من خلال المراقبة الذكية بواسطة نظام CNC، يمكن تسجيل البيانات مثل حمل القطع والتغيرات في درجة الحرارة ووقت دورة المعالجة في الوقت الفعلي، مما يساعد الشركات على تحسين قدرات الإدارة الخالية من الهدر. هذه الوظائف الذكية لا تقلل تكاليف العمالة فحسب، بل تزيد أيضًا من استخدام المعدات، مما يعزز القدرة التنافسية للشركة. 6. هيكل مدمج، مساحة صغيرة، وصيانة مريحة بالمقارنة مع بعض الأدوات الآلية المركبة المعقدة، فإن نوع برج ظرف الظرف لديه هيكل مدمج ويشغل مساحة أقل، مما يجعله مناسبًا للشركات ذات مساحة ورشة العمل المحدودة. تم تصميم تخطيطها الكهربائي ونظام التشحيم بنمطية أكبر، مما يجعل الصيانة والصيانة أسهل. كما أن التصميم الهيكلي الموثوق والمستقر للغاية يقلل من معدلات فشل المعدات، مما يضمن عملية تصنيع مستقرة ومستمرة. المفتاح ل تشاك برج مخرطة CNC إن كونها معدات أساسية للشركات في مختلف الصناعات تكمن في مزيجها من الكفاءة العالية، والوظائف المتعددة، والدقة العالية، وقابلية التوسع الذكية. سواءً كانت معالجة الأجزاء المعقدة أو الإنتاج الضخم، يمكنها توفير قدرة قوية وجودة تصنيع ممتازة.
1. لماذا يجب أ مركز الحفر عالي السرعة يتم تنظيفها؟ (1) لضمان دقة المعالجة النشارة والغبار: النشارة المعدنية (نشارة الحديد، ونشارة الألومنيوم، وما إلى ذلك) والغبار الناتج أثناء التصنيع يمكن أن يخترق المكونات الدقيقة مثل قضبان التوجيه، ومسامير الرصاص، والمحامل. تعمل هذه الجسيمات الصلبة مثل المواد الكاشطة، مما يؤدي إلى تسريع تآكل هذه المكونات، مما يؤدي إلى انخفاض دقة تحديد الموضع وأخطاء التشغيل الآلي. مبرد المغزل: إذا تراكمت النشارة عند مقدمة المغزل أو حول حامل الأداة، فسوف يؤثر ذلك على دقة تثبيت حامل الأداة وقابلية التكرار، وفي الحالات الشديدة، قد يتسبب في تذبذب الأداة، مما يؤدي إلى إتلاف المغزل وقطعة العمل. (2) لحماية المكونات الأساسية قضبان التوجيه ومسامير الرصاص: هذه هي "الهيكل العظمي" و"الأعصاب" للمعدات. يمكن للنشارة والأوساخ المتراكمة أن تخدش سطح سكة التوجيه، أو تسد صامولة لولبية الرصاص، مما يتسبب في حركة غير مستقرة، أو ضوضاء غير طبيعية، أو حتى تشويش. المغزل: المغزل عالي السرعة هو أغلى قلب للمعدات. يمكن للبردة المعدنية والزيت أن يسد هواء التبريد أو ممرات الزيت حول المغزل، مما يؤدي إلى ارتفاع درجة حرارته أو فقدان الدقة أو حتى احتراقه. أجهزة الاستشعار والمكونات: المكونات مثل مساطر الشبكات، ومفاتيح الحد، ومسبارات الكشف عن الأدوات الموجودة على المعدات حساسة للغاية للتلوث. وقد يؤدي تغطيتها بالبردة المعدنية أو الزيت إلى حدوث خلل في الإشارة، مما يؤدي إلى إصدار إنذارات كاذبة أو إيقاف التشغيل. (3) الحفاظ على كفاءة نظام التبريد يمتزج سائل التبريد (سائل القطع) مع برادة المعادن والزيت لتكوين حمأة لزجة. يمكن أن تسد هذه الحمأة نظام ترشيح سائل التبريد وأنابيب التوصيل، مما يؤدي إلى ضعف التبريد وزيادة درجات حرارة قطع العمل والأداة، والتأثير على جودة المعالجة وعمر الأداة. يمكن لسائل التبريد المتدهور أيضًا أن يتكاثر البكتيريا بسهولة وينتج رائحة كريهة. (4) ضمان سلامة الإنتاج يشكل الزيت والرقائق المتراكمة على الأرض خطرًا كبيرًا على السلامة، مما يؤدي بسهولة إلى انزلاق الأفراد وسقوطهم. يمكن أن يتم قذف الرقائق الطويلة الملفوفة حول المغزل أو المسمار الرصاصي أثناء الدوران عالي السرعة، وهو أمر خطير للغاية. يمكن أن يتسبب الغبار الزائد داخل خزانة التحكم الكهربائية في حدوث دوائر قصيرة أو حتى نشوب حريق. (5) تحسين استقرار المعدات وعمر الخدمة إن القطعة النظيفة من المعدات، بمكوناتها الميكانيكية والكهربائية التي تعمل في حالتها المثالية، سوف تقلل بشكل كبير من معدل الفشل، وبالتالي تقليل وقت التوقف عن العمل، وزيادة كفاءة الإنتاج، وزيادة عمر خدمة المعدات. 2. كيفية تنظيف مركز الحفر عالي السرعة بشكل صحيح؟ المبادئ: منتظمة، وفي الوقت المناسب، وموحدة. (1) التنظيف اليومي (بعد كل نوبة عمل) تنظيف طاولة العمل والتركيبات: استخدم فرشاة ومسدس هواء لإزالة الرقائق الرئيسية من طاولة العمل والتركيبات وقطع العمل. قم بتنظيف مخزن الأدوات ومبدل الأدوات: قم بفحص وإزالة الرقائق من مخزن الأدوات وفتحة عمود الدوران. قم بتنظيف الجزء الخارجي من الجهاز: امسح الأبواب والنوافذ ولوحة التحكم، وقم بإزالة الرقائق وبقع الزيت من الجزء الخارجي من الجهاز. افحص سائل التبريد: افحص مستوى سائل التبريد وتركيزه، وأضفه أو اضبطه حسب الضرورة. قم بإفراغ ناقل الرقائق: إذا كان الجهاز مزودًا بناقل شرائح أوتوماتيكي، فتأكد من أنه يعمل بشكل صحيح وقم بإفراغ عربة تجميع الرقائق. (2) التنظيف الأسبوعي/العادي التنظيف الداخلي الشامل: قم بإيقاف تشغيل مصدر الطاقة الرئيسي للمعدات. استخدم مكنسة كهربائية، أو مكشطة، أو حجر شحذ، وما إلى ذلك، لتنظيف الجزء السفلي من طاولة العمل بعناية، وواقيات قضبان التوجيه، ومسامير الرصاص، والأدلة الخطية، وغيرها من المناطق التي يصعب الوصول إليها من الرقائق والحمأة. تنظيف خزان سائل التبريد: قم بتنظيف الزيت العائم والحمأة المعدنية المستقرة من خزان سائل التبريد بانتظام. استبدل كل سائل التبريد إذا لزم الأمر. تنظيف نظام الفلتر: قم بتنظيف أو استبدال عناصر الفلتر الخاصة بفلتر سائل التبريد ووحدة معالجة مصدر الهواء (الفلتر، صمام تقليل الضغط، مشحم رذاذ الزيت). فحص وتنظيف الخزانة الكهربائية: تأكد من انقطاع التيار الكهربائي تمامًا وأن ذلك يتم بواسطة متخصص مؤهل. افتح الخزانة الكهربائية وقم بنفخ الغبار برفق باستخدام مسدس هواء جاف منخفض الضغط. لا تمسح بقطعة قماش مبللة. (3) الاحتياطات أثناء التنظيف السلامة أولاً: قم دائمًا بإيقاف تشغيل مصدر الطاقة الرئيسي للمعدات قبل التنظيف لمنع التشغيل العرضي الذي قد يتسبب في إصابة شخصية أو تلف المعدات. الاستخدام السليم لمسدس الهواء: لا ينبغي أن يكون ضغط الهواء مرتفعًا جدًا لتجنب نفخ الرقائق والغبار في هياكل محكمة الغلق أكثر حساسية. لا تنفخ مباشرة على قضبان التوجيه، أو براغي الرصاص، أو أجهزة التشفير الخطية، أو أختام المحامل، أو المكونات الأخرى من مسافة قريبة، لأن ذلك قد يؤدي إلى تلف الأختام أو يسمح بدخول الملوثات. استخدم الأدوات المناسبة: استخدم كاشطات احترافية، وفرش نحاسية، والأقمشة غير المنسوجة، وما إلى ذلك، وتجنب استخدام أدوات حادة أو صلبة لخدش سطح الجهاز. تجنب تناثر السوائل: لا تقم برش سائل التبريد أو مواد التنظيف على المكونات الكهربائية والمحركات والمفاتيح وأجهزة الاستشعار أثناء التنظيف.
في الصناعة الحديثة، غالبًا ما تكون المخارط الأفقية التقليدية غير كافية عند مواجهة محاور توربينات الرياح الكبيرة، أو مجاري توربينات المياه، أو أقراص التروس العملاقة التي يبلغ قطرها عدة أمتار. في هذا الوقت، يتقدم "العملاق الصناعي" الشاهق إلى الأمام - CNC مخرطة عمودية ذات عمود واحد . إذن، ما هو بالضبط؟ وما هي المزايا الفريدة التي تجعلها قطعة أساسية لا غنى عنها من المعدات في تصنيع المعدات الثقيلة؟ 1. ما هي المخرطة العمودية ذات العمود الواحد CNC؟ المخرطة العمودية ذات العمود الواحد CNC هي عبارة عن أداة آلية CNC ذات مغزل تم ترتيبه رأسيًا وطاولة عمل تدور في مستوى أفقي. إن هيكلها "ذو العمود الواحد"، مثل القنطرة العملاقة، مدمج بقوة مع القاعدة، مما يشكل الإطار الرئيسي للمعدات. مكوناتها الأساسية تشمل: السرير والقاعدة: كأساس للآلة بأكملها، فهي عادة ما تكون مصنوعة من الحديد الزهر عالي القوة، الذي يتمتع بمقاومة ممتازة للصدمات وثبات، ويستخدم لدعم قطع العمل الضخمة. طاولة العمل (سكة التوجيه الدائرية): تقع أعلى القاعدة، هذه المنصة الدوارة القوية، مدفوعة بالمكونات الهيدروليكية أو محرك مؤازر، يتم استخدامها لتثبيت وتدوير قطع العمل. هذا هو الفرق الأكثر وضوحا من المخرطة الأفقية. عمود واحد: يقف بشكل مستقيم على جانب واحد من القاعدة، وهو هيكل الدعم الرئيسي لأداة الآلة وعادةً ما يدمج آلية ثقل الموازنة. الشريحة المتقاطعة (المئزر): يتم تركيبها على العمود، ويمكن أن تتحرك عموديًا (المحور Z) على طول سكة توجيه العمود. عمود الأداة: مثبت على الشريحة المتقاطعة، ويمكن أن يتحرك أفقيًا (المحور السيني) على طول العارضة العرضية. يسمح هذا الهيكل لعمود الأداة بالتحرك في كلا الاتجاهين X وZ، مما يتيح دوران السطح المعقد. نظام CNC (CNC): "عقل" الأداة الآلية، حيث يتلقى تعليمات برنامج التشغيل ويتحكم بدقة في حركة كل محور، وسرعة المغزل، والتشغيل اللاحق للأداة. 2. مزايا لا يمكن الاستغناء عنها تعمل فلسفة التصميم للمخرطة العمودية ذات العمود الواحد CNC على حل نقاط الألم الخاصة بتصنيع قطع العمل الكبيرة والثقيلة بشكل مثالي. (1) الجاذبية كحليف، لقط مريحة ومستقرة يتم وضع قطعة العمل بشكل مسطح على طاولة العمل الأفقية ويتم وضعها بشكل طبيعي حسب وزنها. هذا لا يبسط عملية التثبيت والمحاذاة فحسب، بل يوفر أيضًا ثباتًا ممتازًا، ويمنع بشكل فعال تشوه الانحناء الناتج عن وزنه ويضمن دقة المعالجة. (2) يتفوق في تصنيع الأشياء الكبيرة وهذه هي ساحة المعركة الرئيسية. إنها تقوم عادةً بمعالجة الأقراص والأكمام والحلقات التي يتراوح قطرها من متر واحد إلى أكثر من عشرة أمتار، مثل التروس الكبيرة والفلنجات ودوارات المحرك. تم تصميم هيكلها بطبيعتها لتحمل الوزن والحجم الهائلين. (3) إزالة الرقائق بشكل سلس، وحماية الأدوات وقطع العمل بسبب ترتيب المغزل العمودي، فإن رقائق الحديد الساخنة المتولدة أثناء القطع تسقط بشكل طبيعي على ناقل الرقاقة في الأسفل تحت الجاذبية، مما يمنعها من التشابك مع قطعة العمل أو الأداة. وهذا يحمي عمر الأداة، ويمنع رقائق الحديد من خدش سطح الآلة، ويحسن السلامة التشغيلية. (4) صلابة عالية ودقة عالية على الرغم من أن هيكل العمود الواحد ليس متماثلًا مثل هيكل العمود المزدوج، مع التصميم والتصنيع الهيكلي المعقول، إلا أنه لا يزال يتمتع بصلابة عالية للغاية ويمكنه تحمل القطع الثقيل. مع نظام CNC المتقدم، يمكنها تحقيق دقة تصنيع على مستوى الميكرون. (5) بصمة صغيرة نسبيًا بالمقارنة مع المخارط العمودية ذات العمود المزدوج مع نفس نطاق المعالجة، فإن المخارط العمودية ذات العمود الواحد لديها هيكل أكثر إحكاما وتستفيد بشكل أكثر كفاءة من مساحة المصنع. 3. مجالات التطبيق الرئيسية المخارط العمودية ذات العمود الواحد CNC هي معدات "عمود فقري" في الآلات الثقيلة، والطاقة، والفضاء، وغيرها من المجالات. معدات الطاقة: دوارات توربينات الطاقة الكهرومائية، ومكونات التوربينات البخارية، ومحاور توربينات الرياح والمغازل. الآلات الثقيلة: بكرات الدرفلة الكبيرة، والتروس الكبيرة في آلات التعدين. الفضاء الجوي: أغلفة المحرك ومكونات الصاروخ. بناء السفن: رؤوس أسطوانات محركات الديزل الكبيرة، ومكونات المروحة. الآلات العامة: الفلنجات الكبيرة المتنوعة، وإطارات القوالب، وأجسام المضخات، وأجسام الصمامات. 4. مقارنة موجزة مع المخارط العمودية ذات العمودين عندما يزيد حجم قطعة العمل بشكل أكبر، أو عندما تكون المعالجة المتزامنة من كلا الجانبين مطلوبة، فإن المخرطة العمودية ذات العمودين تصبح خيارًا أفضل. إنه يتميز بإطار "قنطري" يمتد على طاولة العمل، مما يوفر صلابة أكبر وتناسقًا أفضل، ولكنه أيضًا يتميز بمساحة أكبر وتكلفة أعلى. يمكن رؤية المخرطة العمودية ذات العمود الواحد كنسخة محسنة من حيث الاقتصاد وكفاءة المساحة، مما يغطي احتياجات المعالجة لمعظم قطع العمل الثقيلة.
لا تتردد في الاتصال بنا عندما تحتاج إلينا!
جميع الحقوق محفوظة.لشركة هونغجيا لتكنلوجيا CNC المحدودة بنينغبو © حقوق الطبع والنشر